
Grenzformänderungskurve
Grenzformänderungskurve (FLC)
Was ist eine Grenzformänderungskurve (FLC) und wie wird sie bestimmt?
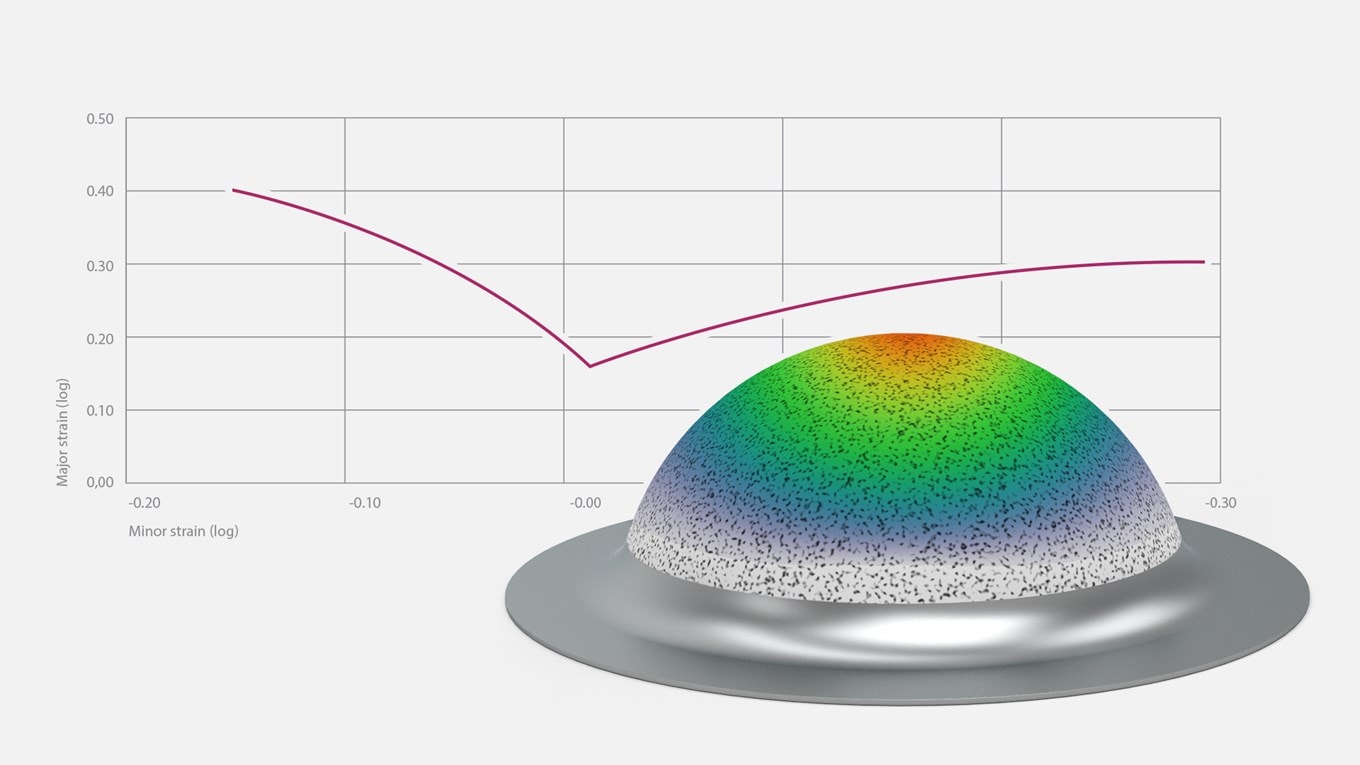
Die Grenzformänderungskurve (Forming Limit Curve, abgekürzt FLC) beschreibt die maximale Umformbarkeit von Blechen aus z. B. Aluminium oder Stahl. Die FLC wird hauptsächlich in der Automobilindustrie als Materialparameter für Blechumformungsanwendungen verwendet. Sie dient als wichtiger Eingabeparameter für numerische Umformsimulationen, z. B. mit AutoForm, PAM-STAMP oder LS-DYNA.
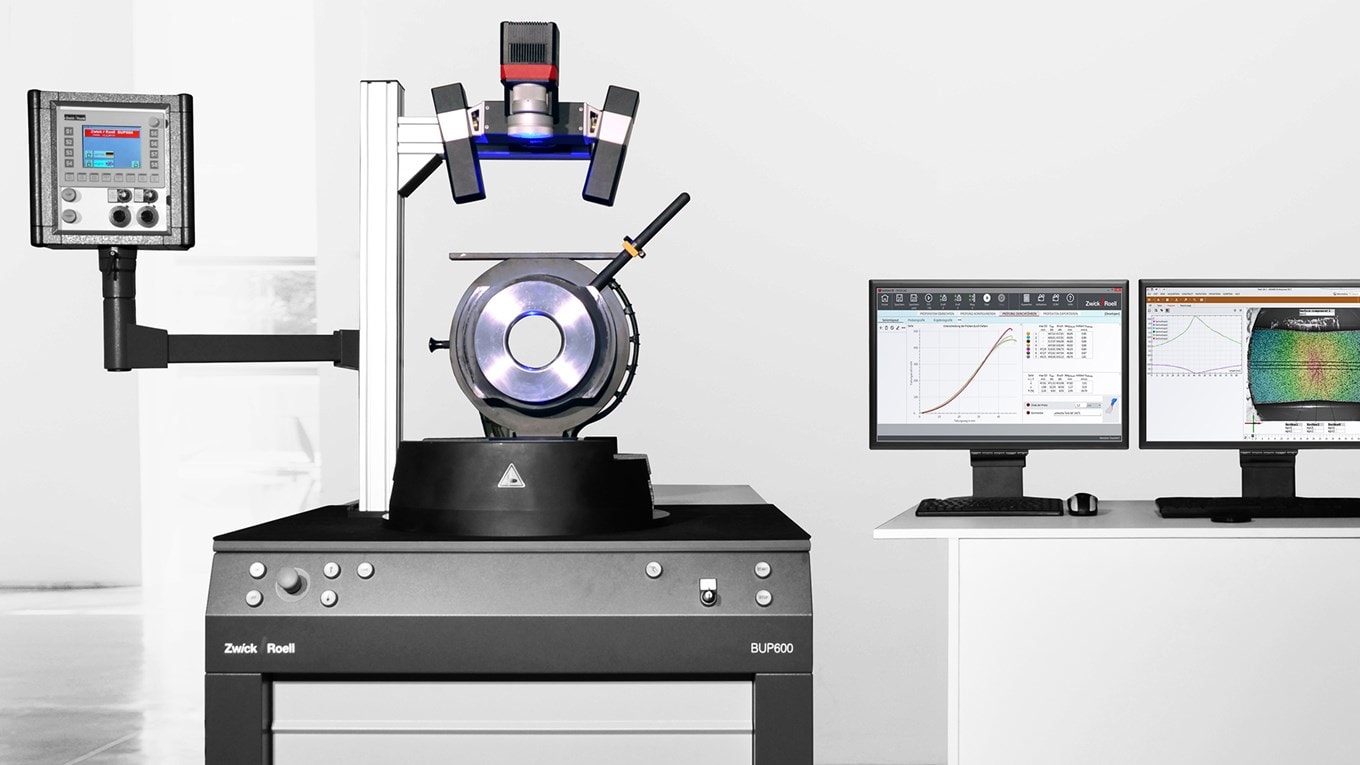
Ein anerkanntes Verfahren zur Bestimmung von Grenzformänderungskurven ist der Nakajima-Versuch: Während einer Nakajima-Versuchsreihe werden mehrere Blechproben mit unterschiedlichen Breiten in einer hydraulischen Presse oder Blechbearbeitungsmaschine umgeformt, bis ein Bruch auftritt. Die Variation der Probenweite ist wichtig, um Materialverformungszustände von uniaxial bis biaxial zu simulieren. Eine typische Nakajima-Versuchsreihe umfasst daher zwischen fünf und sieben verschiedene Geometrien und drei oder mehr Wiederholungen jeder Geometrie.
Die Prüfmaschine oder Presse wird für den Versuch gemäß ISO 12004 mit einem halbkugelförmigen Stempel von 100 mm Durchmesser ausgestattet.
Die Norm ISO 12004 spezifiziert darüber hinaus, dass die Oberflächendehnungswerte der Proben mit hoher Auflösung erfasst werden müssen, um die lokalen Dehnungen direkt vor dem Bruch der Probe sicher bestimmen zu können. Eine Auswertung der Nakajima-Versuche und präzise Erstellung der Grenzformänderungskurven ist daher nur mit einem optischen Messsystem wie z. B. dem ARAMIS Sensor möglich.
Eingehende Materialkontrolle
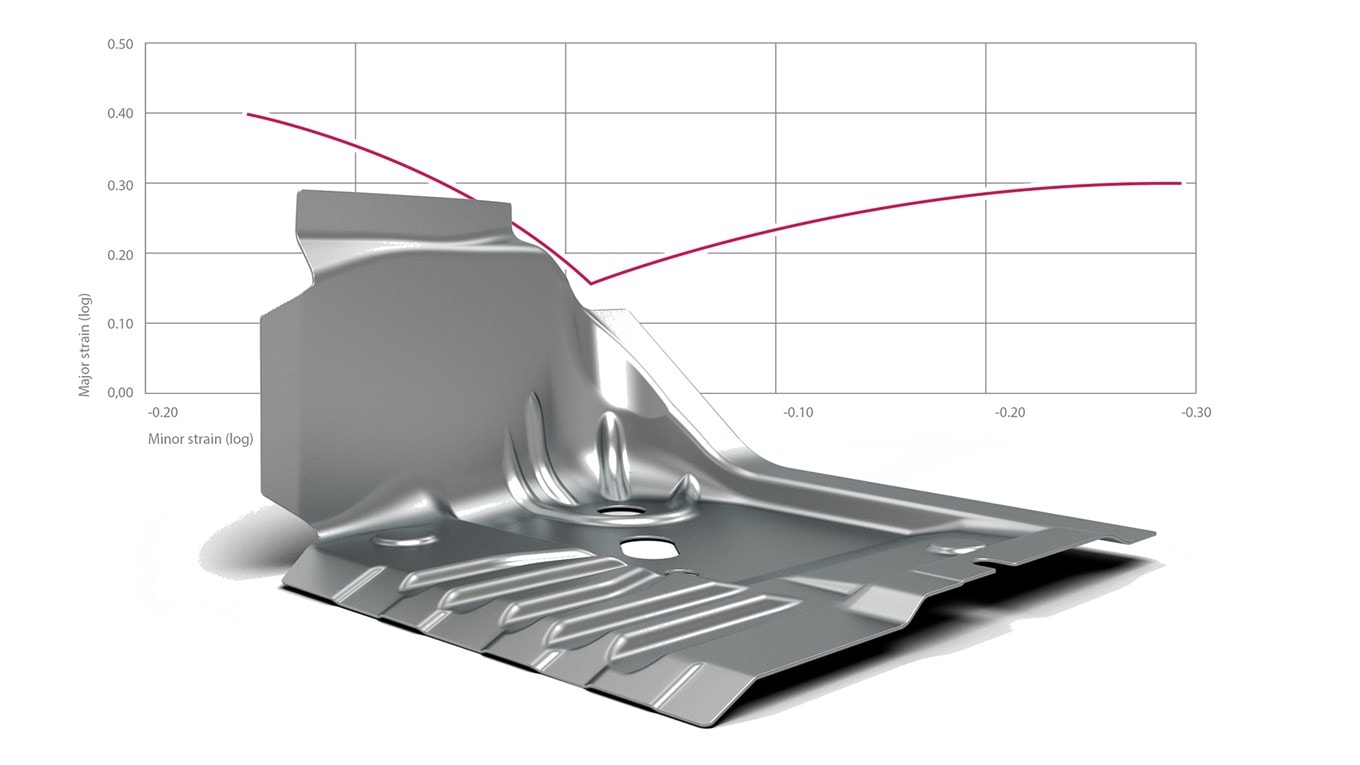
Im Automobilbau hat die Qualität des eingehenden Blechmaterials einen wesentlichen Einfluss auf die Qualität der daraus hergestellten Pressteile. Auch beim Tiefziehen führen falsche Materialparameter und Dickenschwankungen im Blechcoil zu unvorhergesehenem Materialfluss. Damit steigt das Risiko, im Presswerk gerissene Teile zu produzieren.
Um dies zu verhindern, ist es sinnvoll, im Zuge der eingehenden Materialkontrolle die Grenzformänderungskurve mit dem ARAMIS System zu bestimmen. Die Qualität des eingehenden Materials lässt sich zudem durch Einsatz des optischen Formänderungsanalysesystems ARGUS im Rahmen eines Cross-Die-Versuchs prüfen: Beim Cross-Die-Versuch erzeugt man ein Tiefziehteil, das eine hochgradige uniaxiale und biaxiale Verformung aufweist. Auf diese Weise lässt sich erkennen, ob das Material der vorgesehenen Umformung standhalten wird.
Validierung von numerischen Umformsimulationen
Bei der Entwicklung umgeformter Blechteile wird in der Regel im ersten Schritt eine numerische Umformsimulation durchgeführt. Diese Simulation sagt voraus, ob der Umformprozess in Bezug auf Geometrie und Materialfluss korrekte Teile erzeugen wird. Der Materialfluss ist von enormer Bedeutung, da zu viel Materialfluss zum Reißen der Teile während des Tiefziehprozesses führen würde.
Numerische Umformsimulationen haben jedoch ein Problem: Sie basieren auf Annahmen, die nicht zwangsläufig so in der Realität eintreffen müssen. Beispielsweise arbeiten Simulationen mit einer konstanten Materialdicke, und auch die simulierte Werkzeuggeometrie kann vom Ist-Zustand des Werkzeugs abweichen. Mit dem optischen Formänderungsanalysesystem ARGUS lassen sich die theoretischen Berechnungen validieren und optimieren: Die Prototypen werden gemessen und die realen Messergebnisse mit den Simulationsergebnissen verglichen. Dieser Vergleich erfolgt direkt in der ARGUS Software, wobei ARGUS u. a. folgende Simulationssoftwarepakete unterstützt: LS-DYNA, AutoForm und PAM-STAMP.
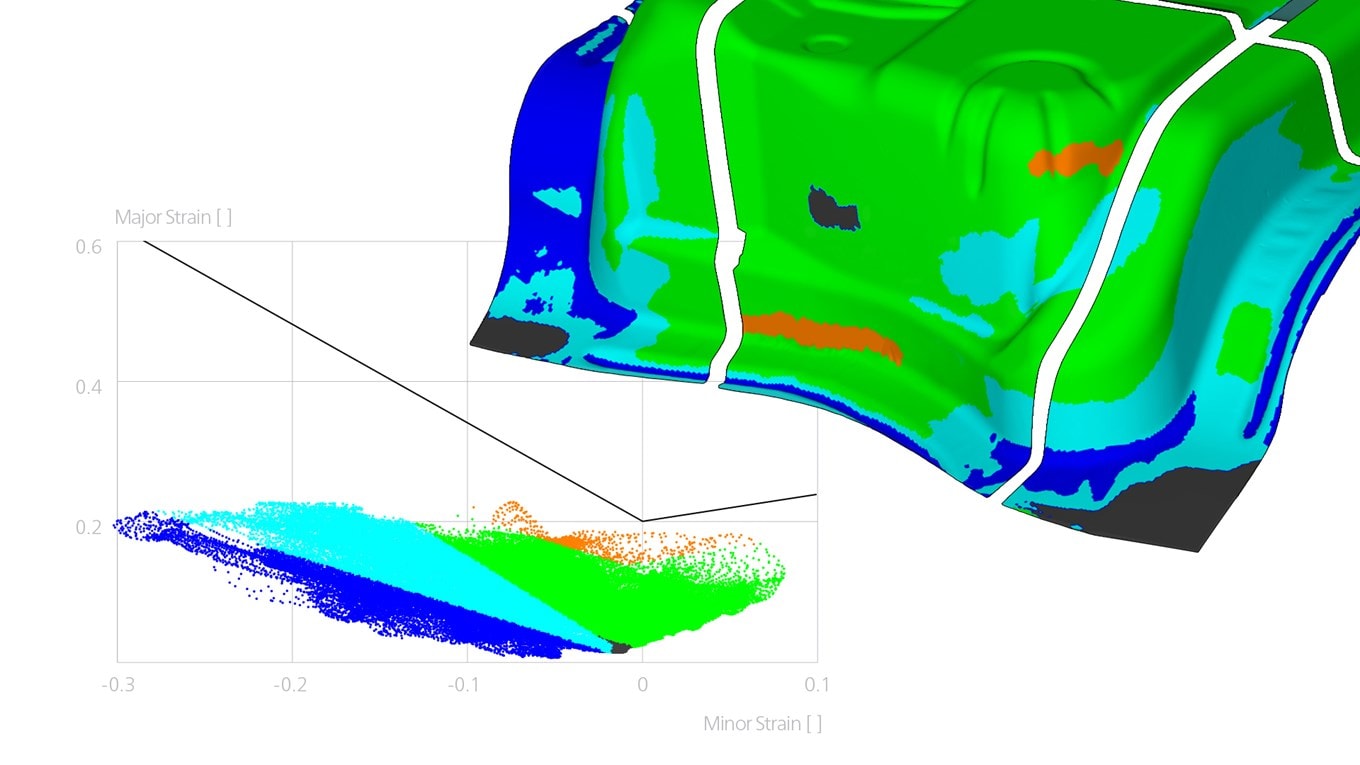
Werkzeugerprobung
Die Verformungsgrenzen eines Materials können während des Umformprozesses überschritten werden, ohne dass dies für das menschliche Auge sofort erkennbar ist. Mithilfe des Formänderungsanalysesystems ARGUS lässt sich überprüfen, ob kritisch geschwächte Materialbereiche vorliegen, z. B. aufgrund einer extremen Materialdickenreduktion. Sowohl die Dehnungswerte als auch die Blechdickenreduzierung werden grafisch angezeigt und in Relation zur Grenzformänderungskurve des ausgewählten Materials validiert. Das Grenzformänderungsdiagramm zeigt all jene Bereiche auf, in denen Umformparameter wie z. B. die Schmierung, Niederhalterkraft und Platinenpositionierung angepasst werden müssen. Darüber hinaus wird deutlich, ob Bereiche des Werkzeugs eine Nachbearbeitung erfordern. Mit dem ARGUS System lassen sich also Prozessfehler erkennen, die während des Umformprozesses entstehen. Gleichzeitig unterstützt das System die Optimierung der Werkzeugerprobung.
