
Forming limit curve
Forming limit curve (FLC)
What is the forming limit curve (FLC) and how is it determined?
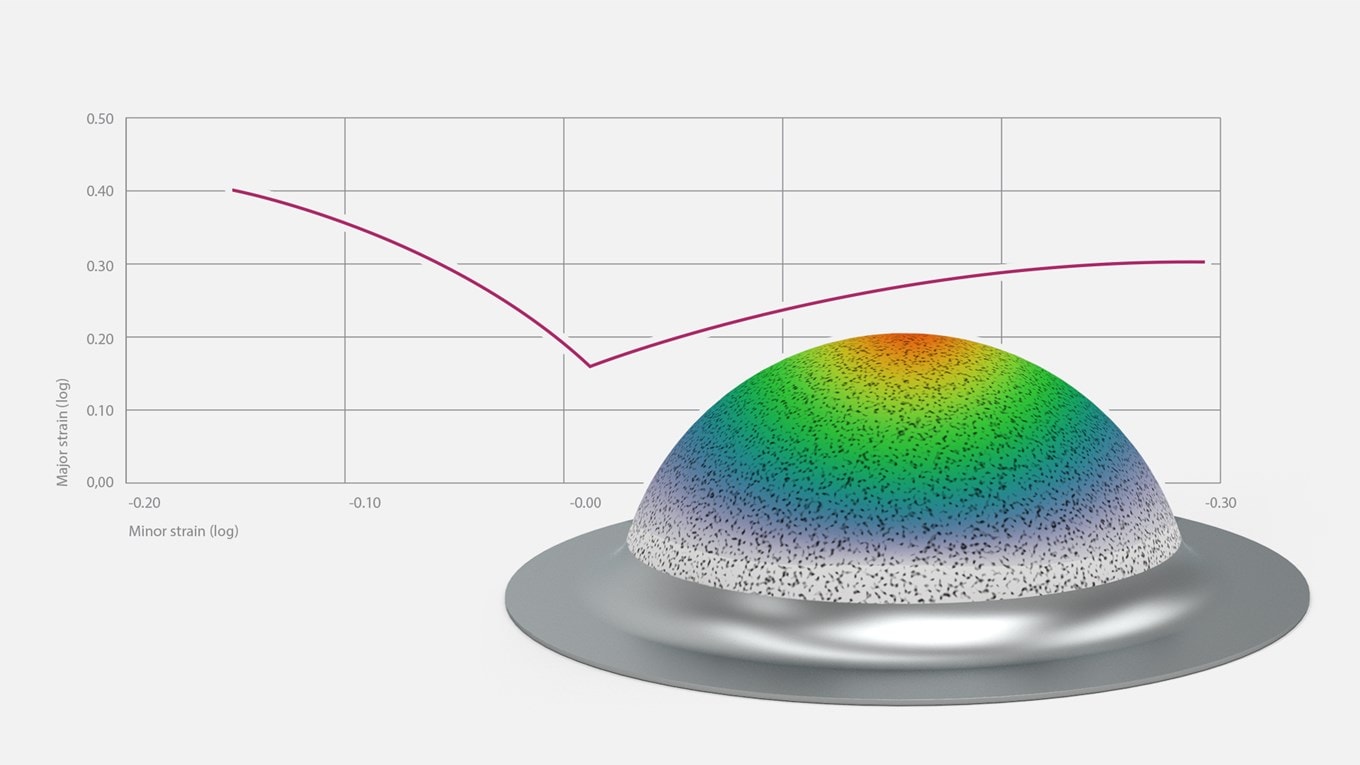
The forming limit curve (FLC) describes the maximum formability of sheet metal materials, such as aluminum or steel. The FLC is mostly used in the automotive industry as a material parameter for sheet metal forming applications. It serves as an important input parameter for numerical forming simulations carried out, for example, with AutoForm, PAM-STAMP or LS-DYNA.
The Nakajima test is the most common method to determine forming limit curves. During a Nakajima test series, multiple sheet metal specimens with varying widths are formed in a hydraulic press or sheet metal forming machine until fracture occurs. The test machine or press is equipped with a hemispherical punch of 100 mm in diameter, as described in ISO 12004.
The variation of the specimen width is important to simulate material deformation states from uniaxial to biaxial. A typical Nakajima test series includes between five and seven different geometries and three or more repetitions of each geometry.
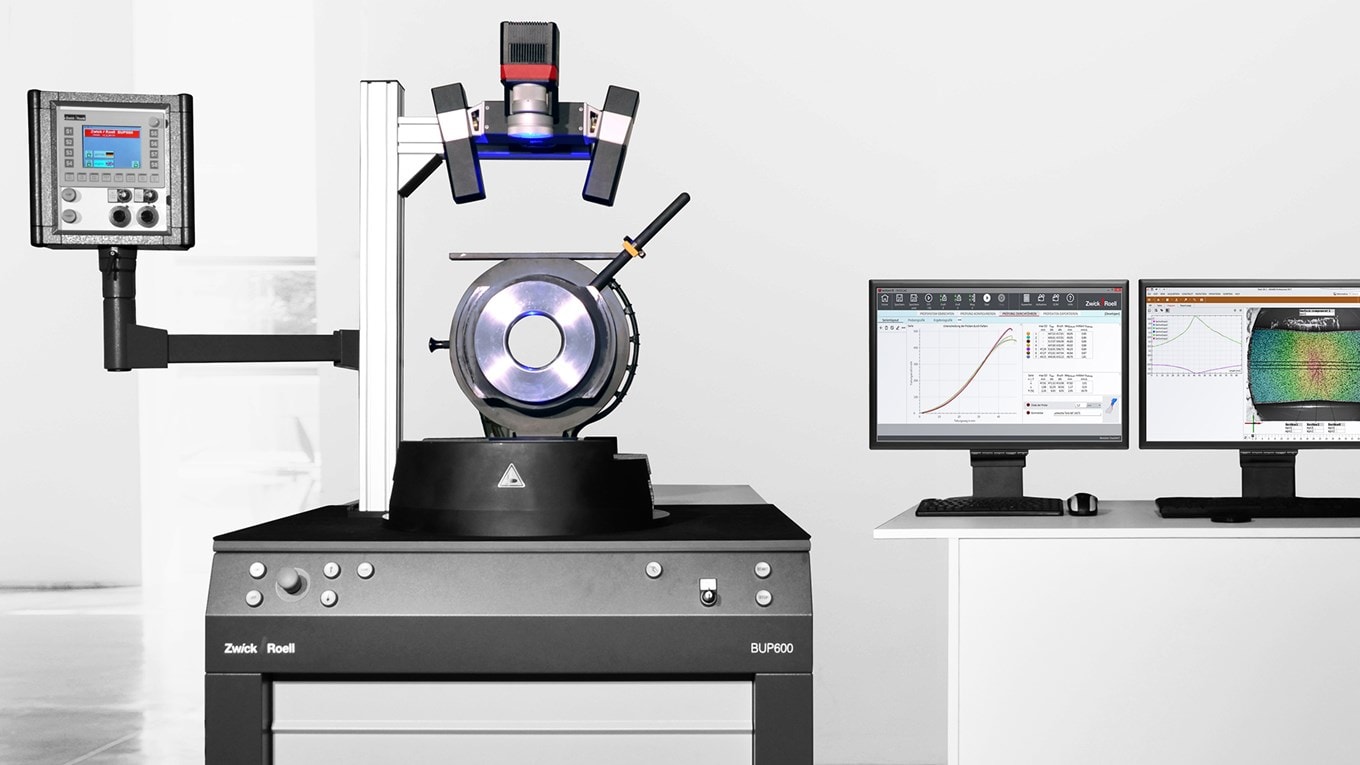
As described in ISO 12004, a high-resolution sampling of surface strain values is important to determine the local strains directly before specimen fracture. Only an optical measuring system, such as the ARAMIS system, is suitable to evaluate Nakajima tests and produce accurate forming limit curves.
Incoming material control
In the automotive industry, the quality of the incoming sheet metal material has a significant influence on the production of stamped parts. Wrong material parameters and thickness variations in the sheet metal coils lead to unforeseen material flow during deep drawing. This poses a risk of producing split parts in the press shops. To prevent this, the forming limit curve usually is determined with the ARAMIS system during the incoming material control. Another helpful tool for guaranteeing the incoming material quality is the optical forming analysis tool ARGUS together with the cross-die test, for example. The cross-die test produces a deep-drawn part that shows high levels of uniaxial and biaxial deformation and answers the question whether the material can withstand the required forming levels.
Validation of numerical forming simulations
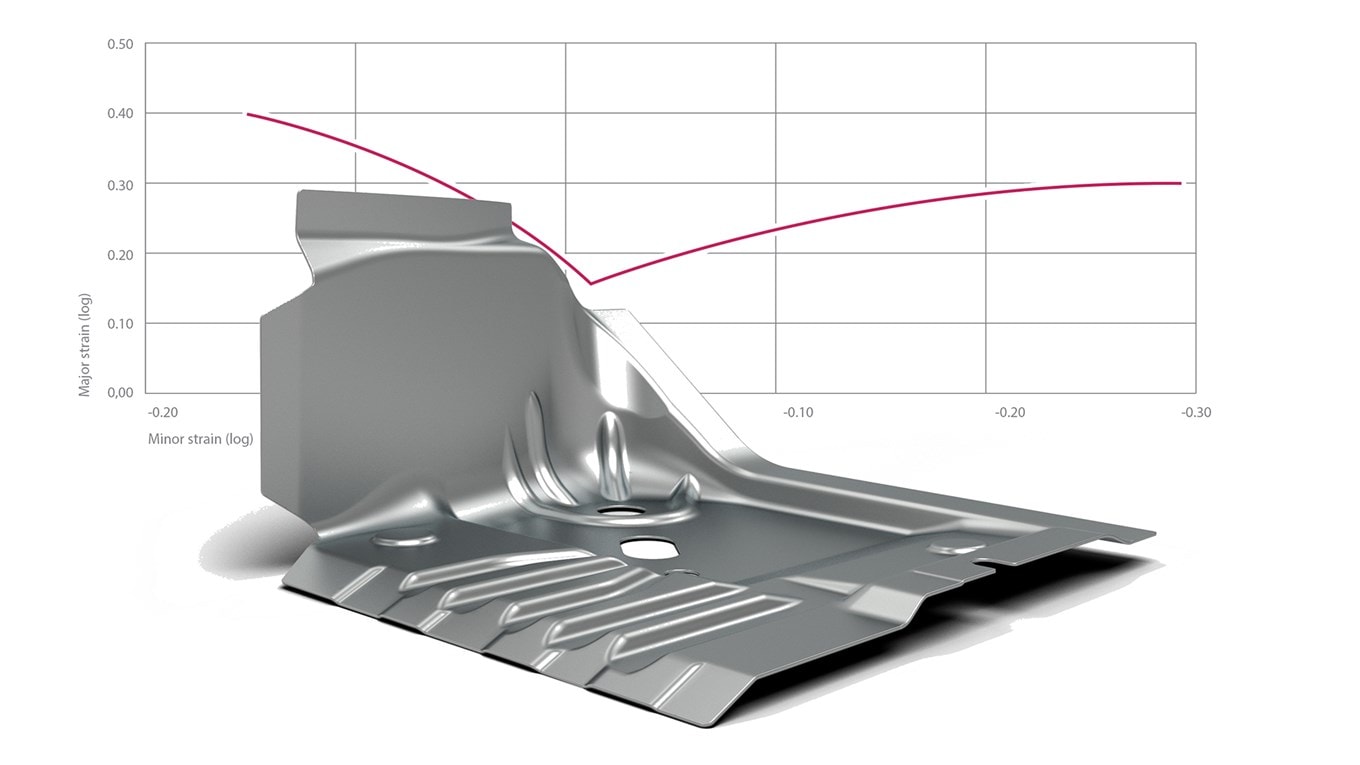
The initial stage of developing formed sheet metal parts usually is to perform a numerical forming simulation. This simulation predicts whether the forming process will produce correct parts in terms of geometry and material flow. The material flow is a very important factor. Too much material flow causes parts to break during the deep drawing process. Numerical forming simulations are using many assumptions that might not be correct, such as simulated tool geometry, constant material thickness and parameters. With the optical forming analysis tool ARGUS, the validation and optimization of these theoretical calculations are done by measuring the prototype parts and comparing the simulation results with the real measurements directly in the ARGUS software. ARGUS supports the following simulation software packages: LS-DYNA, AutoForm, PAM-STAMP, and so on.
Tool try-out
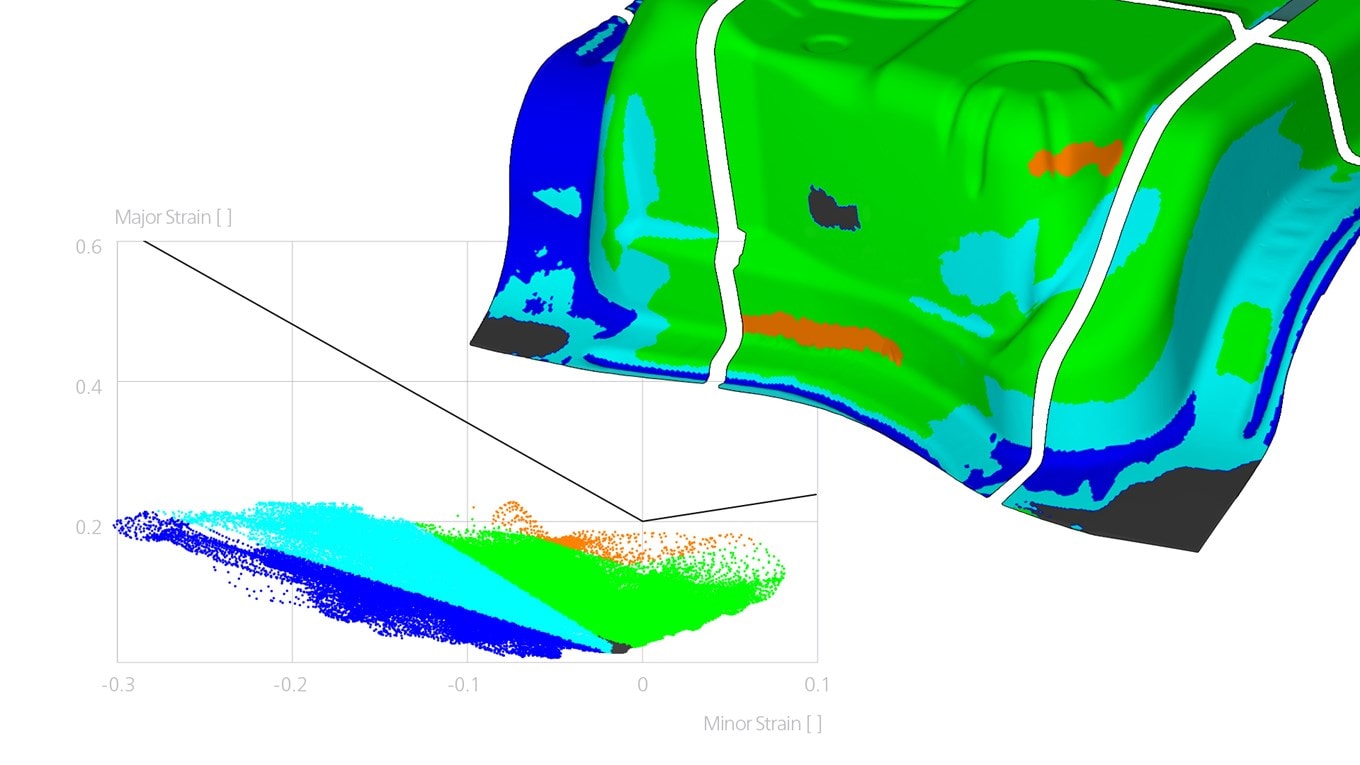
The forming limits of a material might be exceeded during the stamping process without this being immediately visible to the human eye. The ARGUS forming analysis system checks for areas of the material that have been critically weakened, for example, due to extreme material thickness reduction. The strain values and the thickness reduction are displayed as graphics and validated in relation to the forming limit curve of the selected material. The forming limit diagram reveals those areas where stamping parameters, such as lubrication, down-holder force, blank positioning, need to be adjusted or areas of the die that need reworking. The ARGUS system helps to detect material defects that arise during the forming process. At the same time, the system supports the optimization of tool try-out.
