
Kaltumformung
Kaltumformung
Die Kaltumformung ist eine im Maschinen- und Anlagenbau häufig genutzte Umformtechnik. Das Verfahren erfolgt automatisiert auf speziellen Umformpressen. Diese Pressen arbeiten oft mit weiteren Maschinen zusammen.
Was ist eine Kaltumformung?
Bei der Kaltumformung gemäß DIN 8580 werden Metalle bei Temperaturen deutlich unterhalb der Rekristallisationstemperatur verfestigt. Mithilfe großer Umformkräfte (Druckkräfte, Zugkräfte) werden sie belastbarer gemacht. Das unbeabsichtigte Deformieren von Metallteilen wird Kaltverformung genannt. Sie tritt bei Aufprallunfällen an Fahrzeugen oder in der industriellen Fertigung auf, wenn die Parameter nicht stimmen. Die Industrie nutzt die Kaltumformung, um die Festigkeit metallischer Werkstoffe zu erhöhen und gute Oberflächeneigenschaften und niedrige Maßtoleranzen zu erreichen. Kaltumformungen haben den Zweck, die Eigenschaften des Ausgangsmaterials, nicht aber dessen Form zu verändern. Bei den für die Kaltumformung verwendeten Maschinen handelt es sich um Pressen mit einem hohen Bauteildurchsatz. Sie bearbeiten 150 bis 300 Stück pro Minute.
Weil sich die Verformung meist nicht mithilfe eines einzigen Verfahrens erzielen lässt, werden mehrere Verfahren hintereinander angewendet. Das Kaltformen von Draht z. B. erfolgt auf Horizontalpressen. Der zugeführte Kupferdraht wird zuerst auf die richtige Länge gekürzt und anschließend von mehreren Stempeln und Matrizen geformt. Je nach Anwendung wird bei der Kaltverfestigung zwischen Blech- und Kaltmassivumformung unterschieden. Verfahren der Blechumformung sind Tiefziehen, Kaltwalzen, Biegen, Abkanten und Drücken. Zur Kaltmassivumformung gehören u. a. Kaltziehen, Kaltschmieden, Kaltstauchen und Kaltfließpressen.
Die Kaltumformung eignet sich für alle Bereiche, in denen härtere Metalle und höhere Streckgrenzen erforderlich sind: Maschinen-, Anlagen- und Apparatebau, Fahrzeugbau und Elektroindustrie. Zur Anwendung bei der Kaltumformung kommen alle nicht brüchigen Metalle und Legierungen infrage, die für eine Warmumformung untauglich sind. Ob die Kaltumformung bei Raumtemperatur oder nach leichtem Anwärmen erfolgt, richtet sich nach der Rekristallisationstemperatur des jeweiligen Metalls. Die Halbwarmumformung und Warmumformung unterscheiden sich von der Kaltverfestigung dadurch, dass bei diesen Umformtechniken Temperaturen oberhalb der Rekristallisationstemperatur zum Einsatz kommen. Das Kaltumformen kann durch Rekristallisationsglühen rückgängig gemacht werden.
Wie verhalten sich die Werkstoffe bei der Kaltumformung?
Bei der Kaltumformung verändert sich das Kristallgitter. Die Versetzungsdichte erhöht sich infolge der Bewegung. Die Versetzungen reiben aneinander und behindern sich gegenseitig. Daher schließt sich an die Kaltverfestigung oft eine Wärmebehandlung an. Der industrielle Anwender muss höhere Druckspannungen ausüben, um Härte und Dehngrenze zu erhöhen. Die Anwendung der Kaltumformung verringert die Duktilität, Anfangspermeabilität und elektrische Leitfähigkeit des Werkstücks. Auch die Magnetisierbarkeit kann infolge der Kaltumformung gesteigert werden. Nebeneffekt der erhöhten Versetzungsdichte ist eine Vermehrung der im Kristallgitter gespeicherten Energie. Wird das Kaltverformen länger als für die Verfestigung erforderlich durchgeführt, reißt das Metall. Charakteristisch für die Blechumformung ist, dass die Materialstärke weitgehend gleich bleibt. Die Massivkaltumformung hingegen bewirkt große Querschnittsänderungen.
Was sind die Vorteile und Nachteile der Kaltumformung?
Ihre wichtigsten Vorteile sind:
- engere Maßtoleranzen und damit passgenauere Verarbeitung
- Faserverlauf wird nicht unterbrochen
- dauerhafte Verfestigung des Werkstoffs
- verglichen mit spanenden Verfahren bessere Materialausnutzung
- für große Losgrößen geeignet
- kurze Bearbeitungszeiten
- gute Oberflächenqualität
- energiesparende Fertigung
- Weiterbearbeitung durch Härten meist nicht erforderlich
- höhere Belastbarkeit der Werkstücke
Ein wesentlicher Nachteil ist, dass ein recht hoher mechanischer Kraftaufwand notwendig ist. Ein Zugversuch zeigt, wann das Bauteil bricht.
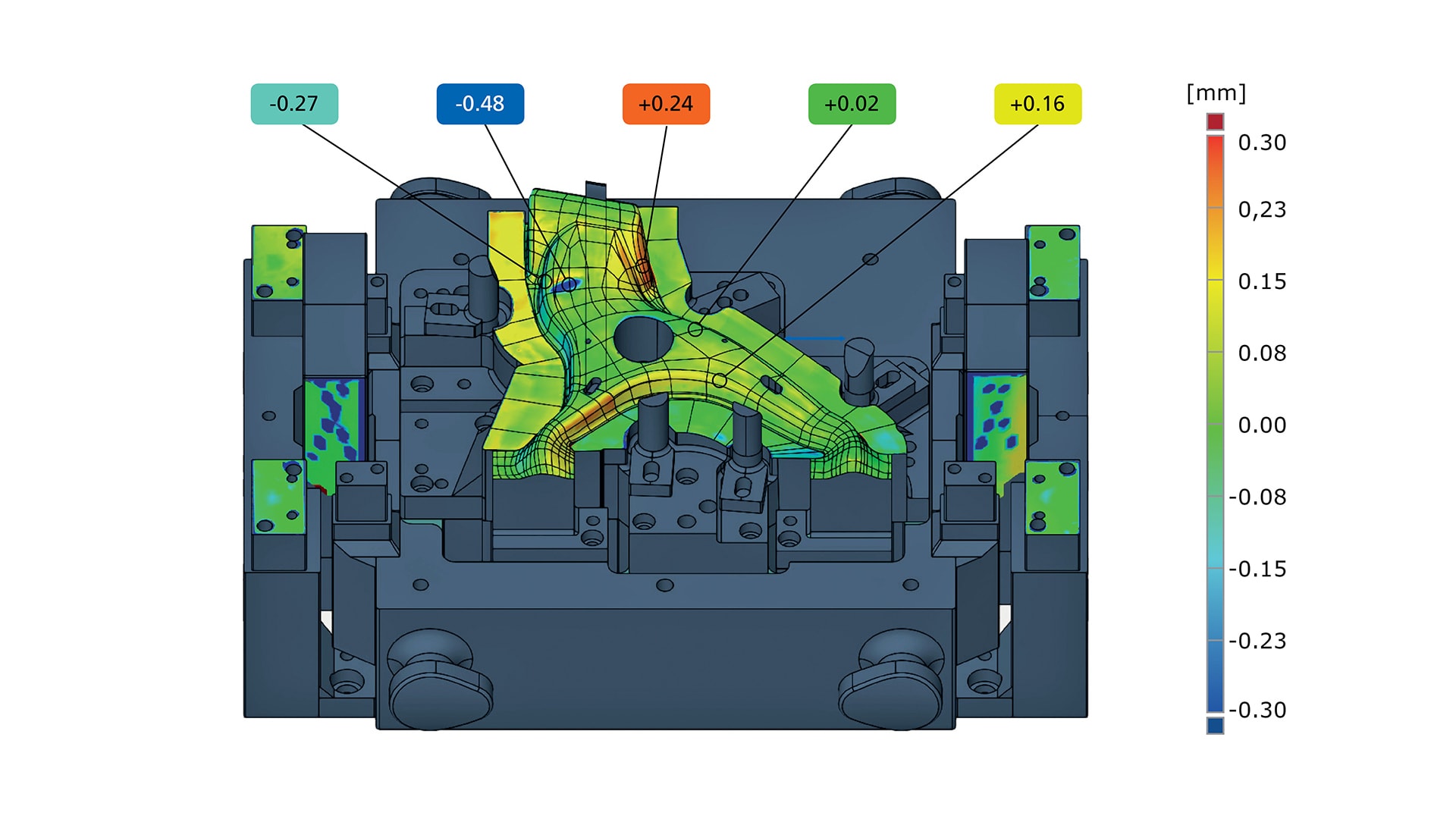
Qualitätssicherung durch optische Messtechnik
Bei der Kaltverfestigung können Fehler wie Falten, Dopplungen, Materialausdünnungen und Risse entstehen. Sie werden oft erst am fertigen Teil entdeckt. Moderne Verfahren wie die Hoch-Frequenz-Impuls-Messung kontrollieren nach der Fertigung Umformwerkzeug und Teile. Außerdem lässt sich der gesamte Prozess der Kaltumformung mit ihrer Hilfe überwachen. Durch veränderte Parameter ausgelöste Risse in Bauteilen verursachen im Bild erhöhte Amplituden. Automatisierte optische 3D-Messsysteme sichern eine gleichbleibend hohe Qualität. Damit lassen sich außerdem Blecheigenschaften unkompliziert ermitteln und Erstmuster prüfen.
