Ins Bauteil geblickt: Computertomograf prüft komplexe Kunststoffteile zerstörungsfrei
Ins Bauteil geblickt: Computertomograf prüft komplexe Kunststoffteile zerstörungsfrei
Innenliegende Strukturen, Hinterschnitte, tiefe Bohrungen, verwinkelte Kanten: Kunststoffteile weisen manchmal so komplexe Geometrien auf, dass eine zerstörungsfreie Prüfung kaum möglich scheint. Für derartige Fälle hat der Messdienstleister 3DIMETIK nun den Computertomografen GOM CT im Einsatz. Auf der Basis von Röntgenscans erzeugt das Messsystem hoch aufgelöste 3D-Daten aller innen- und außenliegenden Bauteilstrukturen – „lückenlos und in einem außerordentlichen Detaillierungsgrad“, wie 3DIMETIK Geschäftsführer Pascal Mohr versichert.
Als Spezialist für Erstbemusterungen bekommt das Team von 3DIMETIK allerhand Kunststoffobjekte zu Gesicht, die auf den ersten Blick unmessbar erscheinen – zumindest nicht, ohne die Teile hierfür in mehrere Stücke zu zerlegen.
Unmessbar? Nicht für den CT
„Uns erreichen Lohnmessaufträge für Spritzlinge, die es wortwörtlich ‚in sich‘ haben: Sie sind teilweise nur wenige Zentimeter groß, haben aber ein komplexes Innenleben und anspruchsvolle Formen. Wenn man das als Dienstleister digitalisieren soll, kommt man mit herkömmlichem Messequipment an seine Grenzen“, berichtet Pascal Mohr. „Nehmen wir ein konkretes Beispiel aus der Medizinindustrie: Kanülen gehören zum Krankenhausalltag. Aber dem Messtechniker bereiten sie Kopfzerbrechen. Die Kanülen haben sehr kleine Öffnungen, die messtechnisch präzise abgebildet werden müssen. Das schafft nur ein Messgerät mit hoher Auflösung. Gleichzeitig sind tiefe Gewindegänge vorhanden, in die ich mit dem Messgerät hineinschauen muss, um alle Geometrieinformationen zu erhalten. Darüber hinaus muss das Messgerät mit dem transparenten Material der Kanüle zurechtkommen. Zähle ich diese Anforderungen zusammen, scheiden sowohl KMGs als auch Streifenlichtscanner zur Vermessung aus. Zerstörungsfrei lässt sich ausschließlich per Computertomografie ein vollumfängliches, digitales Abbild erzeugen.“
Der GOM CT sieht gestochen scharf
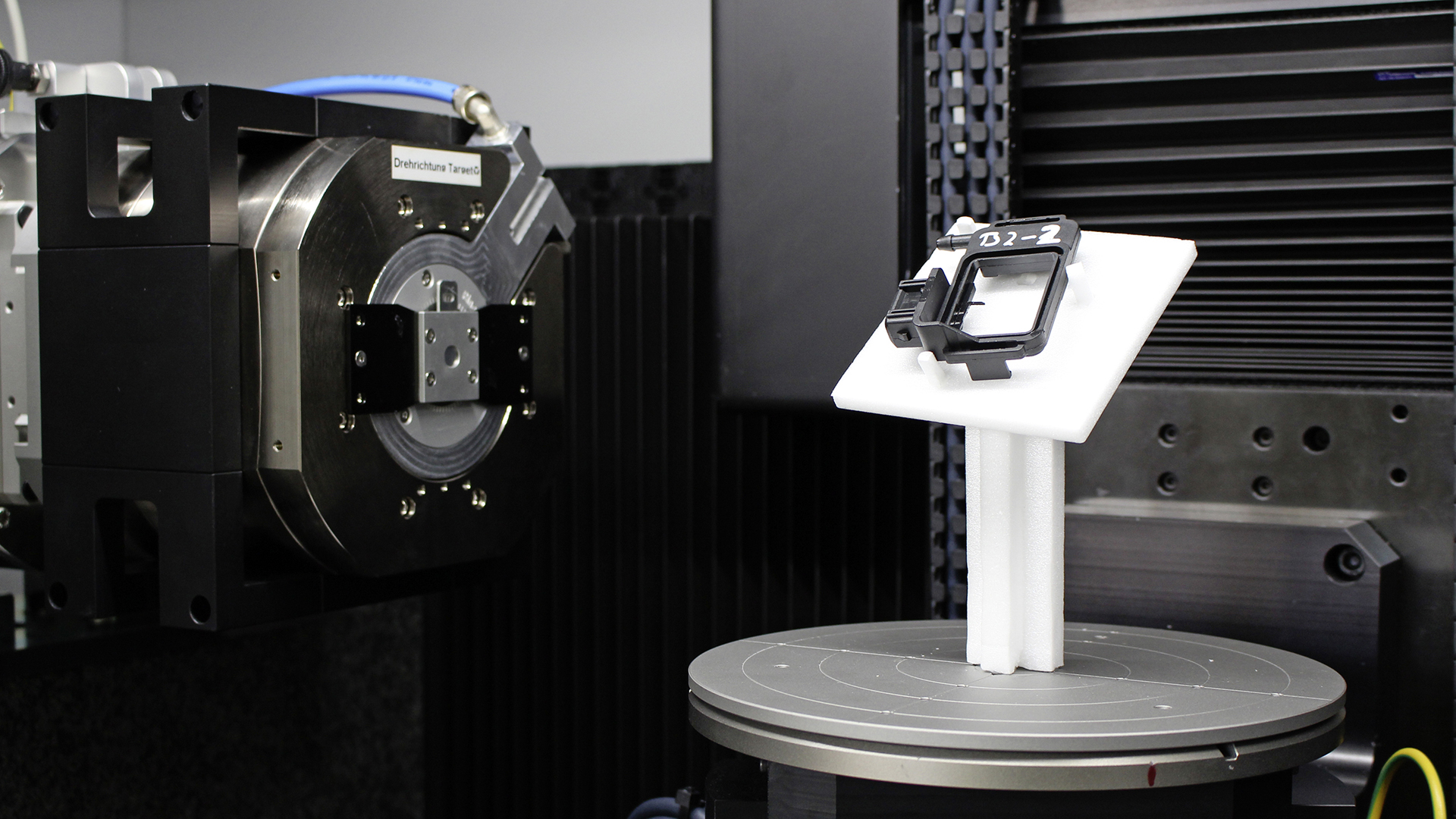
Dabei sei CT nicht gleich CT, so Pascal Mohr. Er nimmt ein transparentes Bauteil in die Hand, das mit einem kleinen, grünen Deckelchen verschlossen wird, in etwa 1 x 1 cm groß. „Allein auf dem Verschluss haben wir 200 Prüfpositionen auf engstem Raum. Der Kunde fordert von uns eine präzise messtechnische Auswertung – und die kann ich ihm nur bieten, wenn ich die Messdaten mit einem sehr hoch auflösenden Computertomografen erfasse. Der CT muss Dinge sehen, die für das bloße Auge unsichtbar sind.“ Der GOM CT ordne sich diesbezüglich an der Spitze des Feldes ein, meint Mohr. Das System nutzt zur Messung einen 3k-Röntgendetektor (Auflösung: 3008 x 2515 Pixel) mit sehr feinem Pixelraster (Pixelgröße 100 µm). Das Ergebnis: gestochen scharfe Bilder, die feinste Details des Bauteils aufzeigen. Der Messdatensatz sei auch bei komplexen Geometrien zu 100 Prozent geschlossen, so Mohr. „Schon öfter haben wir Anrufe von erfreuten Kunden bekommen, die nachhaken wollten, wie wir das denn zerstörungsfrei hinbekommen haben. Die aus den Messdaten generierten 3D-Modelle übertreffen die Erwartungen.“ Er kenne aktuell keine Anlage, die für kleine Kunststoffbauteile bessere STLs erzeugt als der GOM CT, ergänzt der erfahrene Messtechniker.

Pascal Mohr zeigt ein typisches Kunststoffteil, das „wie gemacht“ ist für eine CT-Vermessung: Der Spritzling, der zwischen Daumen und Zeigefinger passt, weist komplexe Prüfmerkmale auf, die für das bloße Auge unsichtbar sind. Bildquelle: Carl Zeiss GOM Metrology GmbH
Herstellervergleich endete zu Gunsten von GOM
War es nur die hohe Auflösung des Systems, die Pascal Mohr zur Anschaffung bewegt hat? „Ein klares Nein! Auf der Messe Control haben wir mit diversen Herstellern gesprochen und deren Computertomografen miteinander verglichen. Schlussendlich sind wir aus mehreren Gründen bei GOM gelandet: Wir kennen die leistungsfähigen GOM Streifenlichtscanner und wussten, dass GOM bei der Produktentwicklung keine halben Sachen macht. Darum hatten wir großes Vertrauen, dass das Gleiche für den GOM CT gilt.“ Der GOM CT hebe sich bereits auf den ersten Blick von der Konkurrenz ab, meint Mohr. „Den Unterschied zu anderen Herstellern merkt man schon bei der Verarbeitungsqualität. Schauen Sie einfach mal in den Innenraum anderer CT-Geräte und dann in den GOM CT – dann wissen Sie, was ich meine.“ Andere Hersteller würden sich gern auf ihrem Status quo ausruhen. GOM habe im direkten Vergleich den innovativsten Eindruck gemacht, so Mohr. Nach konkreten Beispielen für den Innovationsgrad gefragt, nennt er u. a. die automatische Bauteilzentrierung im Messraum, die dafür sorgt, dass jedes Bauteil stets in der optimalen Messposition erfasst wird.
Automatische Bauteilzentrierung
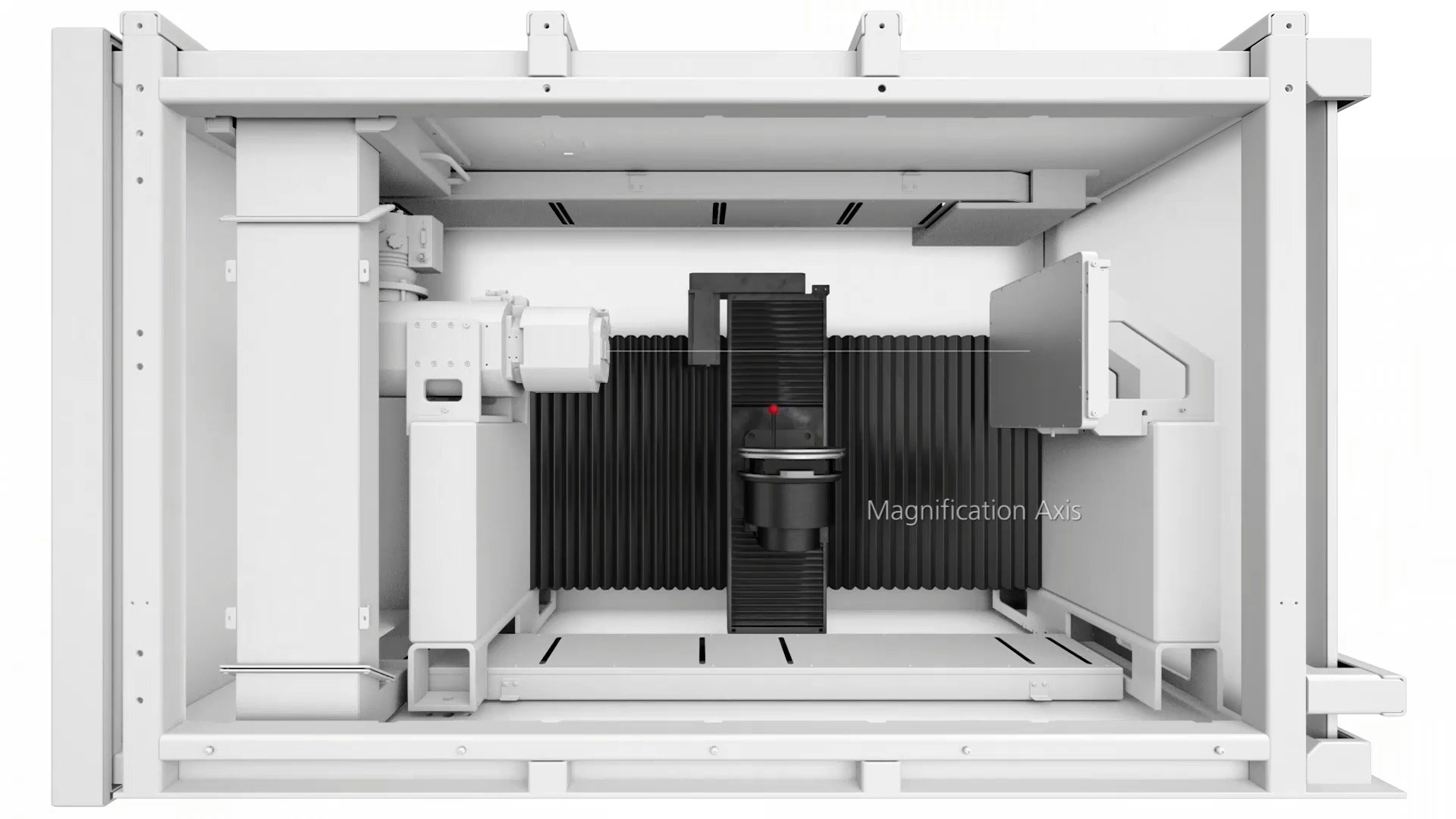
Die optimale Messposition hängt von der Form und Größe des Bauteils ab und ist ein K.-o.-Kriterium für die Qualität der Messdaten. Pascal Mohr erklärt das Dilemma: „Ich will immer mit größtmöglicher Auflösung messen, um möglichst viele Details zu erfassen. Die größtmögliche Auflösung erreiche ich, wenn ich das Bauteil ganz nah an der Röntgenquelle positioniere. Denn: Je näher sich das Bauteil an der Röntgenquelle befindet, desto größer wird das Bauteil auf dem Röntgendetektor dargestellt. Doch je weiter ich mich der Röntgenquelle annähere, desto mehr laufe ich Gefahr, dass einzelne Bauteilelemente außerhalb der Detektorfläche liegen und somit nicht erfasst werden.“ Bei einigen CT-Systemen wird die Suche nach der bestmöglichen Messposition zur Sisyphusarbeit, denn sie vollzieht sich nach dem Trial-and-Error-Prinzip. Nicht so beim GOM CT: Hier wurde das Auffinden der bestmöglichen Messposition automatisiert.
Im Messraum des GOM CT befindet sich eine ausgeklügelte Verfahreinheit, eine 5-Achs-Kinematik mit integriertem Zentriertisch. Neben der Drehachse umfasst das System eine Vergrößerungs- und Hubachse zur Positionierung sowie zwei weitere Achsen zur Zentrierung des Bauteils. Der Nutzer platziert das zu messende Bauteil einfach auf dem Zentriertisch und schließt die Tür zum Messraum. Dann lässt er sich in der Software des GOM CT per Live-Bild anzeigen, wie der Röntgendetektor den Prüfling in seiner aktuellen Position erfassen würde. Um die Messposition zu optimieren, schiebt er die virtuelle Positionierhilfe über das Objekt und überlässt die Positionierung der CT-Software. Wer lieber selbst virtuell Hand anlegen möchte, tippt die gewünschten Achsänderungen in die Eingabefelder der Software und gibt dann den Befehl an die Verfahreinheit. „Was die Einrichtung der Messung angeht, ist der GOM CT wirklich Gold wert“, resümiert Pascal Mohr. „Das Bauteil sitzt in der perfekten Position und wird mit größtmöglicher Auflösung erfasst.“
Mehrere Bauteile gleichzeitig im Messraum
Bei besonders eiligen Aufträgen können die Profis von 3DIMETIK Zeit sparen, indem sie mehrere Werkstücke zeitgleich im GOM CT vermessen. „Wie vorhin erwähnt, gibt die Größe des Bauteils die Höhe der Auflösung vor. Anhand der Zeichnung bewerten wir die Feinheit der Details und setzen diese in Relation zur Toleranz. Auf Basis dieser Faktenlage entscheiden wir, wie viele Teile wir potenziell gleichzeitig vermessen können“, berichtet Mohr. Aktuell habe man ein Projekt, das ein gleichzeitiges Vermessen von 32 Kunststoffteilen erfordert. Für den GOM CT kein Problem. „Da kann kein konventionelles Scanningsystem mithalten“, meint Mohr.

Messdaten geben Auskunft über Zustand des Bauteils
Die mit dem GOM CT generierten Messdaten lassen sich für eine Vielzahl an Auswertungen nutzen. Pascal Mohr nennt Beispiele: „Anhand der Daten führen wir u. a. Lunker-, Riss- und Funktionsanalysen durch. Außerdem können wir prüfen, ob Vakuolen vorhanden sind.“ Häufig gefragt seien zudem Zusammenbauanalysen.
Dank CT-Messdaten nur noch eine Korrekturschleife im Werkzeugbau
Darüber hinaus geben die Messdaten des Bauteils Aufschluss über notwendige Werkzeugkorrekturen. „Die Beschleunigung der Werkzeugkorrektur ist eine unserer großen Stärken“, berichtet Pascal Mohr. Dabei leiste der GOM CT hervorragende Dienste. „Der Kunde schickt uns sein Erstmuster, wir digitalisieren es mit dem GOM CT und werten die Messdaten aus. Stellen wir am Werkstück Probleme fest, können wir durch Flächenrückführung haargenau definieren, an welcher Stelle das Werkzeug geändert werden muss.“ Anstatt vier bis fünf Korrekturschleifen zu drehen, passt nun das Werkzeug schon nach der ersten Korrekturschleife.
Pascal Mohr ist sich sicher: „Die Computertomografie wird immer mehr an Bedeutung gewinnen, denn Kunststoff wird als Werkstoff immer beliebter – und die Komplexität der Teile steigt zusehends. Mit dem GOM CT sind wir bestens für die Herausforderungen der Zukunft gerüstet.“

Über die 3DIMETIK GmbH & Co. KG
2016 entschieden sich die erfahrenen Messtechniker Pascal Mohr, Benjamin März und Daniel Wilhelm, den Sprung in die Selbstständigkeit zu wagen und gründeten den Messdienstleister 3DIMETIK. Heute besteht das Team aus 9 Mitarbeitern. Die Leistungen reichen vom Reverse Engineering und der Konstruktion bis zur Messung von Prototypen und Serien. Zum Handwerkszeug der 3D-Messtechnik zählen optische, taktile und Oberflächenmessungen sowie Messungen mittels 3D-Computertomograf. Der Firmensitz ist in Kassel. Der Kundenkreis erstreckt sich quer durch Europa. Das Unternehmen hat die Begutachtung nach DIN EN ISO/IEC 17025 durchlaufen und erwartet aktuell die Akkreditierungsurkunde.