
Hot Forming
Hot forming: Technology, variants and industrial use
The hot forming of sheet metal is particularly important for car manufacturers and suppliers. It is suitable for all quality levels of steel. The components produced with this method are lighter and achieve better crash test values.
Sheet metal forming in the form of hot forming
Hot forming is a process of sheet metal forming that is also known as hot stamping or press hardening. All forming processes run above the recrystallization temperature of the metal used. During the hot forming of the sheet metal, the material recovers and softens. This enables high equivalent strain despite low forming forces. Hot forming includes several processes such as forging, hot rolling and extrusion. The forming technology is regulated in DIN 8582 and allows even high-strength materials to be processed as required. The process is particularly suitable for components that must withstand high loads (cylinders, crankshafts, connecting rods, gears).
Differences between hot forming and warm and cold forming
In warm forming, temperatures that lie inbetween the temperature range of cold forming and hot forming of sheet metals are used. Industrial users combine the advantages of both methods and try to avoid the disadvantages of both technologies by choosing a specific forming temperature. Warm forming requires lower forming forces than cold forming. The cooled components have lower dimensional tolerances than hot-formed components. In cold forming, the forming takes place below the recrystallization temperature. To achieve a comparable equivalent strain, higher forming forces are required. The result is precision parts with lower dimensional tolerances and a good surface structure. In order to achieve a solidification of the formed workpiece, it is treated with recrystallization annealing.
How does sheet metal forming work by hot forming?
Sheet metal forming in the form of hot forming is performed above the recrystallization temperature. This is the temperature at which the metal recrystallizes 100% during forming. The recrystallization temperature is 40% or 50% of the absolute melting temperature. At these temperatures, the dislocations within the microstructure are eliminated: New grains are produced, the hardness of the material decreases. The material expansion during hot forming can be visualized in a flow curve. It represents the relationship between the yield stress during hot forming and the respective equivalent strain. The yield stress itself is influenced by the working temperature and the forming speed.
Hot forming during deep drawing, for example, is performed as direct or indirect hot forming of the sheet metal. During direct hot forming, the material is heated in the oven to above the recrystallization temperature before the first forming process is performed. The material is then placed in the press and in the deep drawing tool. After the material has been plastically formed, it is cooled down in a cooled closed die. Typical for indirect hot forming is that the heating takes place after the first forming step, directly followed by the final drawing and a quick cooling while pressing. Boron-alloyed steel 22MnB5 is usually used for sheet metal forming in the form of hot forming. The best possible material behavior is achieved by converting austenite to martensite.
Automobile manufacturers have recently been preferring this forming technique. The reason is that the components manufactured with this technique achieve a higher level of crash safety. In addition, hot-formed and cooled-down special steels make the vehicle lighter. With this technique, car manufacturers produce side members, door reinforcements, sills, roof frames, roof rails, bumper supports as well as A- and B-pillars. To prevent the hot-forming steels from becoming scaling in the furnace, they are coated with a special aluminum-silicon coating. In order to maintain a consistently high production quality, the parts are subjected to a quality assurance process. This is done automatically using optical measuring technology.
What are the advantages and disadvantages of hot forming?
The advantages of hot forming include:
- no solidification and high formability of the material
- low springback
- production of more complex shapes possible
- good dimensional stability due to low residual stress
- lighter components due to lower wall thicknesses
- only low forming forces necessary
- suitable for all steel qualities
The main disadvantages are:
- the surface is slightly scaled due to the high working temperature (post processing!)
- the component can warp in the worst case
- greater dimensional tolerances
- furnace causes high energy costs
- burr formation
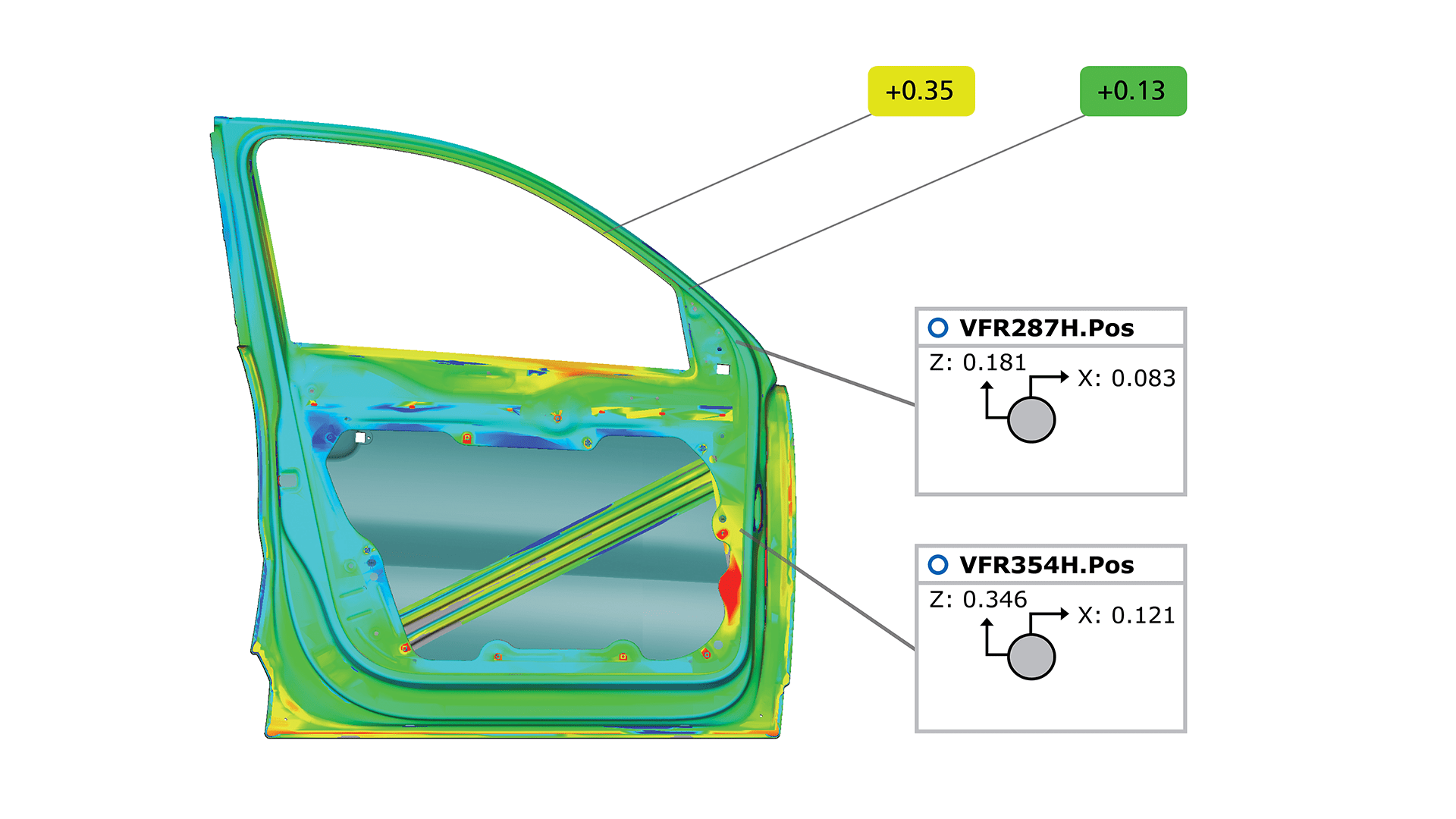
Easy Measurement of Hot Formed Parts
Until now, measuring high-strength sheet metal parts, e.g. in car body manufacturing, requires physical fixtures. These cause high costs due to their individual production. GOM’s Virtual Clamping technology and a universal setup in the ATOS ScanBox 3D measuring machine replace physical fixtures. This results in cost savings and a noticeable acceleration of production processes.
