
Tactile and optical measurement technology for dimension checks: Advantages, differences and application fields of both measuring methods
Tactile and optical measurement technology for dimension checks: Advantages, differences and application fields of both measuring methods
Since the part quality requirements are always rising, the check of geometric dimensions including comprehensible documentation is essential in the manufacturing process nowadays. Before acquiring a new 3D measuring system, the fundamental question arises as to which technology is the most suitable for the corresponding measuring task. Is a tactile 3D measuring system needed that captures all relevant measuring points with a measuring probe? Or is an optical 3D measuring system preferable that digitizes entire surfaces in a contactless manner? This article explains the basic functions of both methods and investigates the advantages, differences and application fields in the automotive industry.
Tactile measurement technology: point-based acquisition of the object surface by probing
In the field of dimensional workpiece testing, coordinate measuring machines (CMMs) are the most known systems in traditional measurement technology. CMMs work with tactile or scanning measuring systems. For the measurement, the probe is positioned at the desired measuring point. Optionally, a controlled rotation table can be used for rotating a part. The connected measuring software computes the geometrical elements from the captured individual points and derives the actual values from these for the object characteristics that have to be inspected.
Tactile measurement technology is the first choice for high-precision parts
The tactile measuring technology convinces especially with its very high absolute accuracy and is therefore still the first choice for measuring high-precision parts. A stationary CMM can measure points with an accuracy of a thousandth millimeter. As of today, such a high accuracy cannot yet be achieved with optical 3D measurement technology.
Optical 3D measurement technology is very well suited if the accuracy requirements are only within a hundredth millimeter range. If you want to acquire a new measuring system and are not sure whether you want a tactile or optical one, finding out which accuracies are needed is the first thing to do. A rule of thumb says that the system accuracy of the measuring system should always be increased by a factor of five to ten than the highest required tolerance to be measured. This means: If the tolerance of a characteristic is, for example, 0.1 mm, the measuring device should have an accuracy of at least 0.02 mm.
In the automotive industry, gears, crankshafts and engine blocks are the classic candidates for tactile measurements: The tolerances and accuracies to be adhered to of these parts require the highest possible degree of precision. A gear from the automotive industry normally requires an accuracy of 1 µ or higher. This accuracy is currently barely given with optical measuring systems.
Tactile measurements: lengthy and not full-field
What speaks against tactile measurement technology is the high time investment if higher data densities are required: Probing hundreds of measuring points on one workpiece can take a long time, sometimes several hours. Therefore, a complete check is barely possible in production – because of the time investment and because many CMMs often cannot be placed directly in production. To save time, the number of measuring points can be reduced, but this is at the expense of the data density. Here, the ratio of time investment and data density always has to be carefully weighed.
No matter how many measuring points are captured under highest care: It is not possible to measure the entire surface of the measuring object. This is where the optical measurement technology comes into play: Optical measurement technology is not only faster but also creates a digital image of the entire measuring object and therefore delivers more detailed quality information than tactile measurement technology.
Optical measurement technology: full-field acquisition of object surfaces without contact
Optical measuring systems (e.g. laser scanner, photogrammetry or fringe projection systems) measure the measuring object with optical sensors. The measurement is non-contact; the measuring sensor is never touching the surface of the measuring object. The non-contact measuring principle has a decisive advantage on sensitive object surfaces: Damage on the measuring object can be safely prevented. Wear and tear as known from tactile measuring systems also cannot occur.
Optical measurement: fast with high data density
The measuring procedure with optical 3D measuring systems is very simple: The measuring object is placed in front of the sensor – either manually or robot-guided. Then, the image acquisition begins: The measuring sensor captures step by step every side of the measuring object. To capture the entire surface, either the workpiece is moved, so that the sensor can capture all areas, or the sensor itself is moved around the workpiece. Then, the connected measuring software automatically transforms all individual measurements into a common coordinate system. This results in a complete 3D point cloud of the object’s surface. The generated measuring data allows various inspections, for example, full-field nominal-actual comparisons of the object geometry or the check of GD&T elements. Based on color deviation representations, problematic areas can be easily recognized and therefore enable a targeted improvement of the manufacturing process. In this way, unnecessary iteration loops can be avoided.
Another advantage of optical 3D measurement technology: The measuring procedure is extremely fast. The digitization of complex workpieces only takes a few minutes – sometimes only seconds.
Examples for the use of optical 3D measurement technology can be found galore in the automotive industry: from process planning for machine capability analyses to automated quality control in pressing plants and car body manufacturing as well as the check of cast, forged, and plastic parts up to process optimization in the final assembly.
Surface preparation in some cases necessary
High-gloss parts in engine manufacturing (e.g. gears, crank cases, cylinder heads), mirroring milling parts or translucent parts made out of glass, synthetic resin or very light plastics are a challenge for optical sensors. The reason is simple: A measurement with light does not work or only works restrictedly on translucent, reflecting or mirroring materials, unless a workaround is used: spraying the measuring object with a special scanning spray before measuring. The spray lays itself on the object’s surface and therefore makes scanning with an optical measuring system possible. This trick turns optical measurement technology into a valid alternative to tactile measurement metrology even for demanding surfaces and serial production: Application examples have shown in many places that optical measurements including automatic spraying using a robot and a subsequent cleaning of the measuring object are still faster than measurements with a tactile measuring system.
Combining both methods
By now, more and more measuring systems are coming into the market that combine both measuring methods: For accelerating the measurement and making it possible the measure touch-sensitive surfaces, CMMs can be equipped with an optical sensor. On the other hand, optical measuring systems can be extended with a probe so that it is possible to capture areas of a workpiece that are optically hard to reach, such as deep bore holes, pockets or undercuts. In this regard, one important aspect has to be kept in mind: The system accuracy of optical 3D measuring systems cannot be increased by an additional probe – it is just possible to capture additional object characteristics on complex structures.
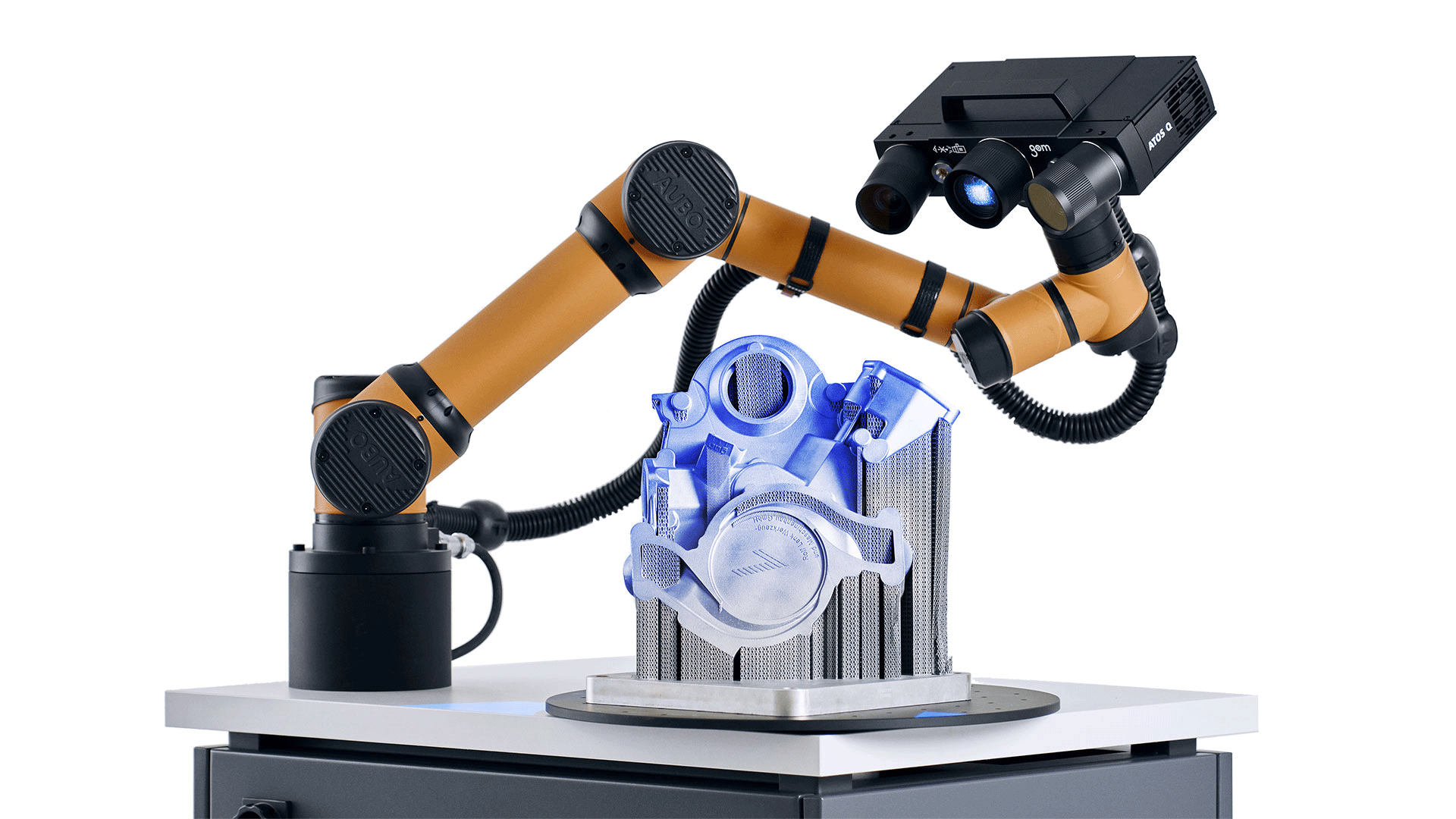
Optical measurement technology from GOM
For optical 3D dimension checks, GOM has developed the industrial 3D scanner series ATOS: The optical 3D scanners work in a contactless manner and provide high-resolution digital images of the workpiece fast. For that, ATOS combines the latest hardware with intelligent software.
| Optical measuring systems | Tactile measuring systems | |
|---|---|---|
| Features | ||
| Suitable for mirroring, high-gloss and translucent surfaces | After preparing the measuring object | |
| Exact measurements with tolerances in the 1000th millimeter range | ||
| High measuring speed | ||
| Non-contact measurement | ||
| Nonwearing measurements | ||
| Suitable for highly sensitive surfaces | ||
| Measurement data and evaluations | ||
| Point-based measuring data | ||
| Determining functional dimensions such as parallelism, angles, symmetries, distances | ||
| Full-field GD&T analyses such as surface profile, flatness, line profile, roundness | Only conditionally | |
| Full-field measuring data | ||
| Complete surface measurement | ||
| Surface comparison with CAD data |
Further information on the ATOS Series
The ATOS 3D scan technology is also available as an automated all-in-one-solution: With the GOM ScanCobot, it is easy to get started with metrological automation. The GOM ScanCobot combines an ATOS 3D scanner with a collaborative robot and a motorized rotation table. As a high-end solution, the ATOS ScanBox is available in eleven variants, including an inline solution that is integrated into the manufacturing process and provides highly efficient quality assurance in the manufacturing cycle.

