Warpage on injection-molded parts
Warpage on injection-molded parts
Injection-molded plastic parts often deviate from the required form after production and do not comply with the original drawing. Warpage and shrinkage are quite common and keep tool and mold makers busy in product development. The problem also poses a challenge to metrologists. How can warpage be properly assessed during part evaluation without producing unnecessary scrap?
Injection molding allows geometrically complex plastic parts to be manufactured cost-effectively in just one single working step. However, the plastic parts are often warped after production due to material and process parameters. Mold adjustments are work-intensive and costly, often requiring multiple correction loops to approximate the required part shape.
Changing process and material parameters
Mold parameters such as the runner system, cooling and ejection as well as machine parameters such as injection pressure, holding pressure, holding and cooling times can be used to positively influence the extent of warpage and shrinkage. However, warpage does not automatically impair the function of the part and must therefore be considered separately. Is the warpage really affecting the function and what mold adjustment is required?
Measuring parts realistically
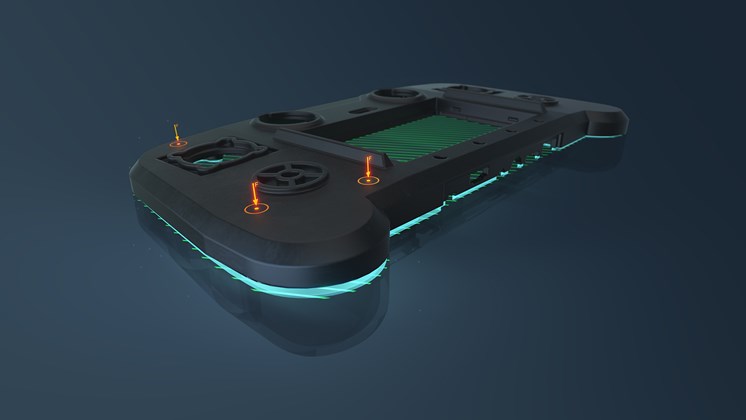
In metrology, clamping fixtures are used to place the rigid plastic part in a mechanically overdetermined test situation for the measuring procedure. The clamping fixture simulates the mounted state of the part. This way, warpage can be compensated for during the measurement to obtain meaningful results.
However, the inspection result when using mechanical clamping fixtures is not always process-reliable, so that the same measuring procedure can lead to different results (scattering of measuring value). But if the part is measured without a measuring fixture, the dimensions are out of tolerance or cannot be measured at all, and the plastic part is discarded as scrap.
While clamping fixtures are used very frequently in optical metrology, they cannot be used at all when measuring parts in computed tomography systems. The metal fixtures would interfere with the acquisition of the measuring data.
One measurement, two results
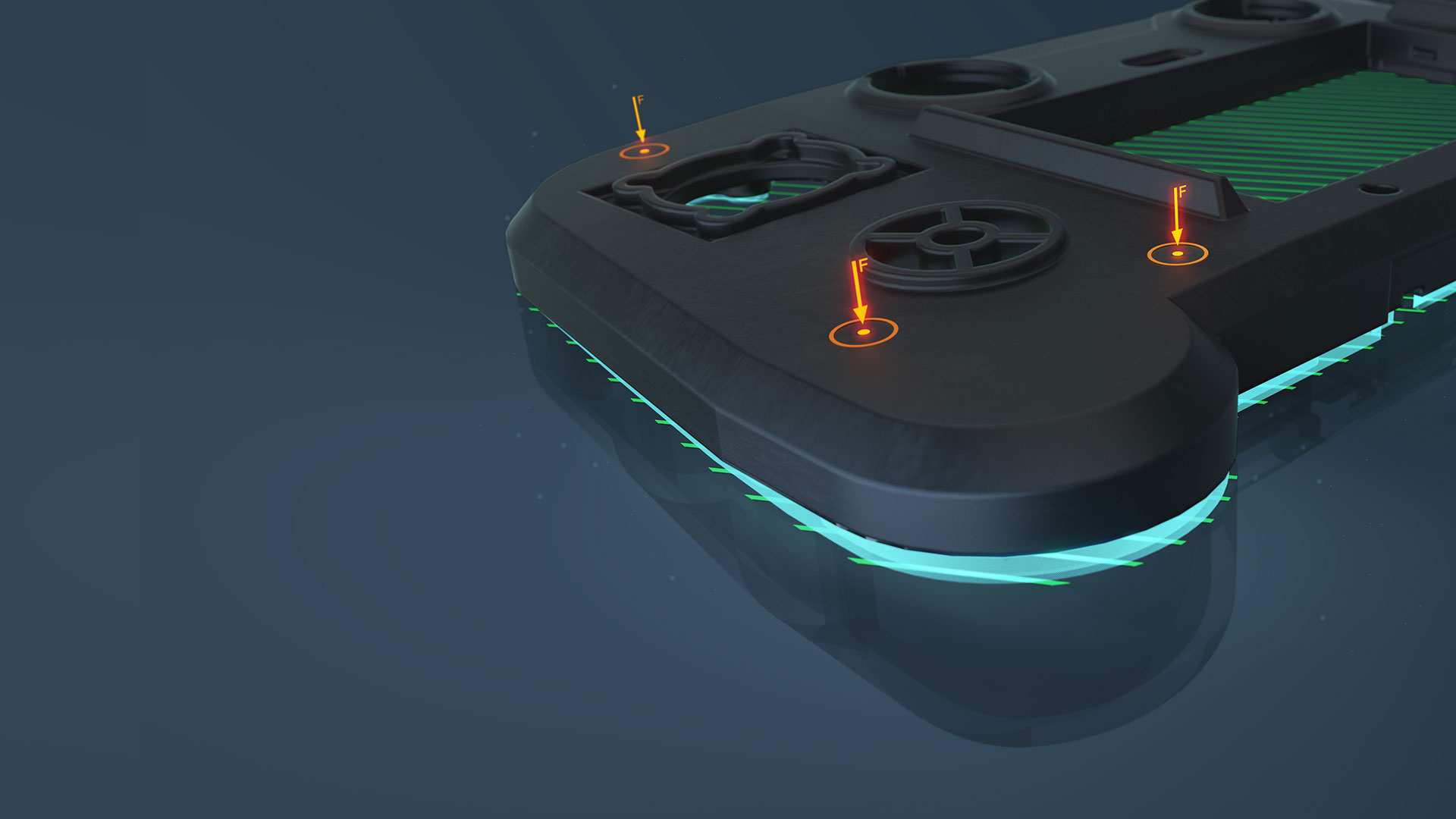
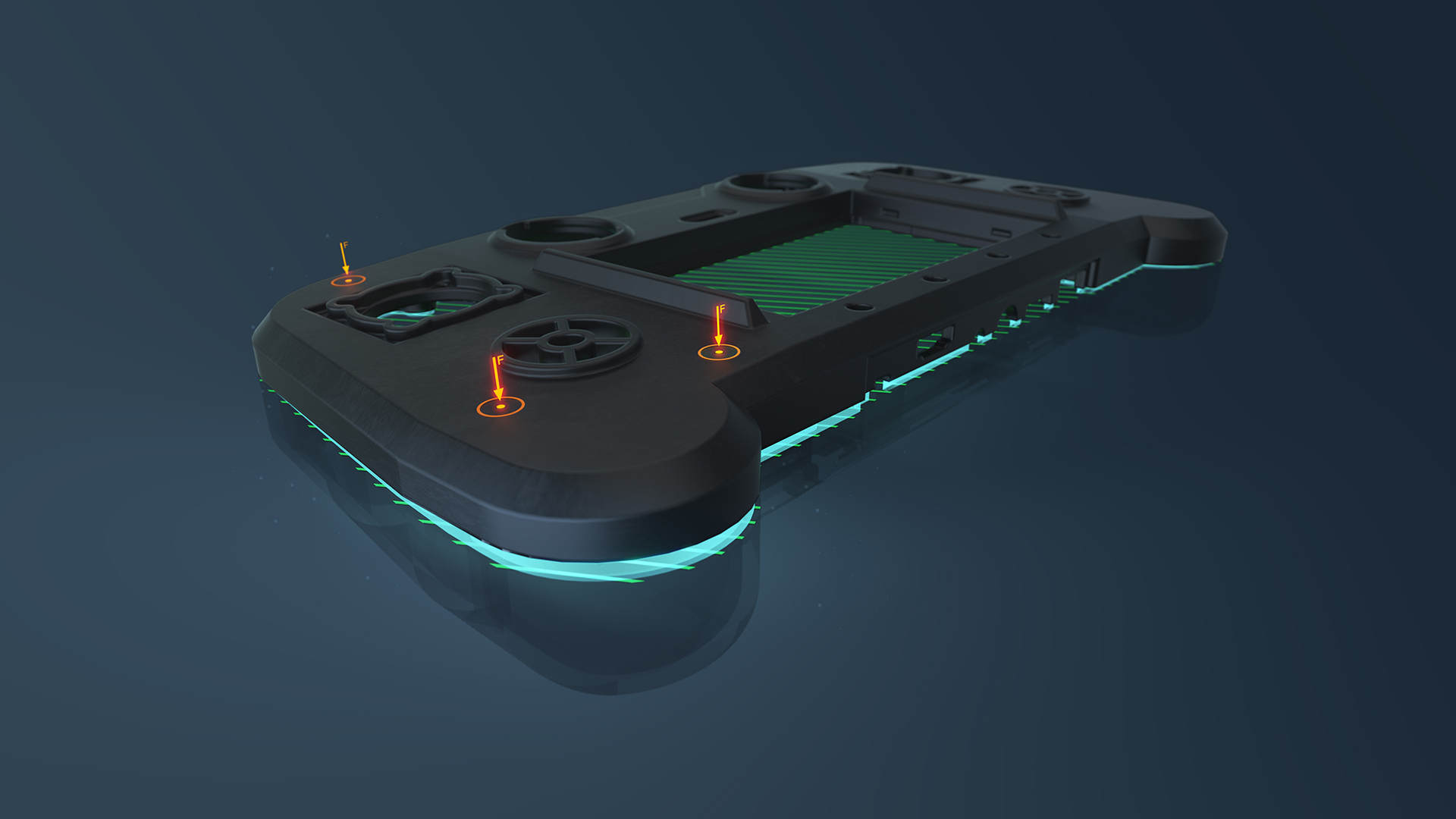
The De-Warp software package compensates for warpage using powerful algorithms. Instead of mechanical clamping points, you can define virtual clamping points in the software. This means, you measure the part unclamped in its original state and then generate a measuring result in the clamped state with a few clicks in the software. Completely without clamping fixture!
With one measuring result, you get several answers at the same time: What is the actual warpage? Can the warpage be compensated mechanically during installation or assembly? Is the part functional despite warpage?
Innovation for the injection molding industry
This innovation in software has positive implications for manufacturers of plastic parts. On the one hand, De-Warp speeds up the new product development and, in addition, it allows realistic assessments of warpage without the need for expensive and complex clamping fixtures. Even where these fixtures cannot be used at all for cost or technical reasons.

De-Warp with 3D scanning
Use the De-Warp function package in the GOM Inspect Pro software and measure your parts without a fixture.
De-Warp with CT
The De-Warp function package is available free of charge in GOM Volume Inspect Pro and helps you to evaluate warpage correctly.
Virtual compensation of warpage on plastic parts
With De-Warp, you can measure your parts in a virtually clamped state and thus save time and costs.
- No need for a fixture
- Reduce scrap
- Assess your parts correctly