- Efficient creation
- of precise material cards
- Reproducible determination
- of material characteristics for new alloys, incoming goods inspection and variations in quality within a coil
Material properties
Determination of Material Characteristics for Creating Material Cards
The challenge
Simulations are important in the new product development. The development of the shape and the design of a product as well as the needed tools and forming processes are simulated and optimized on the computer first. These simulations and optimizations of products as well as forming processes provide results as realistic as possible. For that, the characteristics of the specific material that is formed in the simulation have to be known. These characteristics describe how the material behaves during forming.
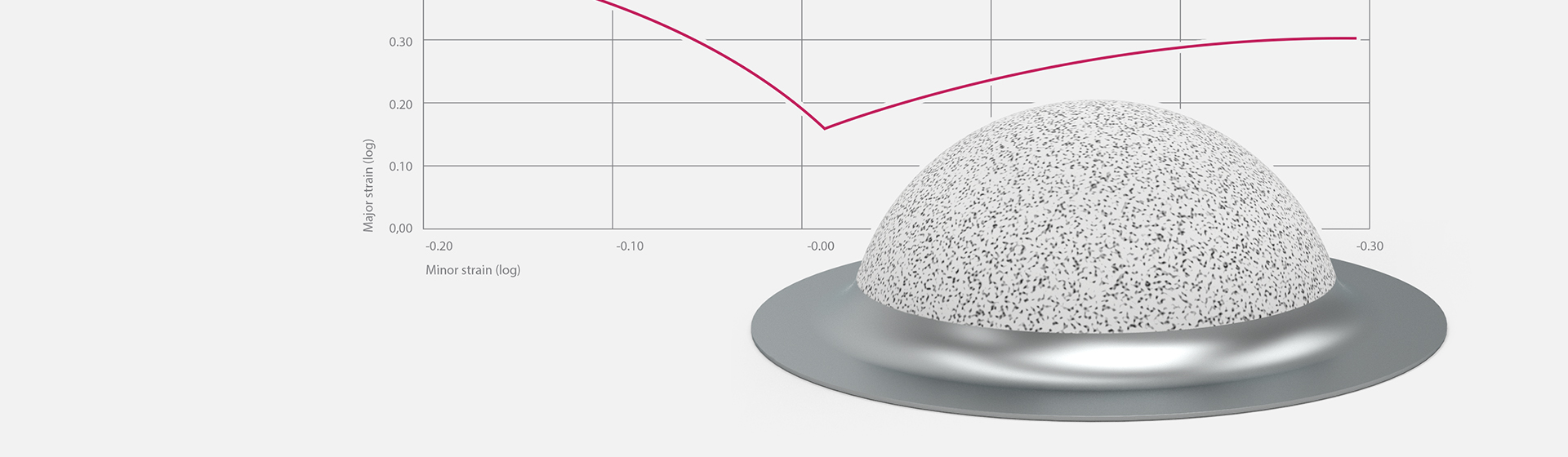
The material characteristics are determined with corresponding test methods such as Nakajima, bulge or tensile tests. The results of these tests are documented in material cards.
The solution
The ARAMIS system helps to determine the corresponding characteristics. The engineer determines optically in 3D the deformations of the entire surface of the material sample that have been carried out in these tests. In this way, important material characteristics such as the forming limit curve (FLC) in accordance with ISO 12004 or the biaxial flow curve in accordance with ISO 16808 are identified.
A material card with this information provides reliable input parameters for simulation calculations. Material cards guarantee the following:
1. The part is designed in a way that guarantees the necessary part safety.
2. The design is component-compatible.
3. The simulations provide realistic results.
Conclusion: In this way, development times and test runs are significantly reduced.
The benefits
- Component-compatible design
- guaranteeing sufficient part safety
- Assistance with the selection
- of suitable product materials
- Close-to-reality simulation results
- due to reliable input parameters
- Reduction
- of development times and test runs




