Toolmaking, try-out and maintenance
Toolmaking, try-out and maintenance
Industrial 3D measurement technology helps with many important challenges concerning the manufacturing and the use of tools in metal forming.
Optical measuring systems support the fast production and try-out of tools. These systems provide useful information for precise tool correction and optimization. They are also useful for the maintenance and repair of forming tools.
Fast and safe milling of tools
A forming tool produced from a cast blank can be milled faster if the blank is digitized with the ATOS system. Based on this data, the runtime of the CNC machine can be reduced up to 50%.
Fast tool try-out
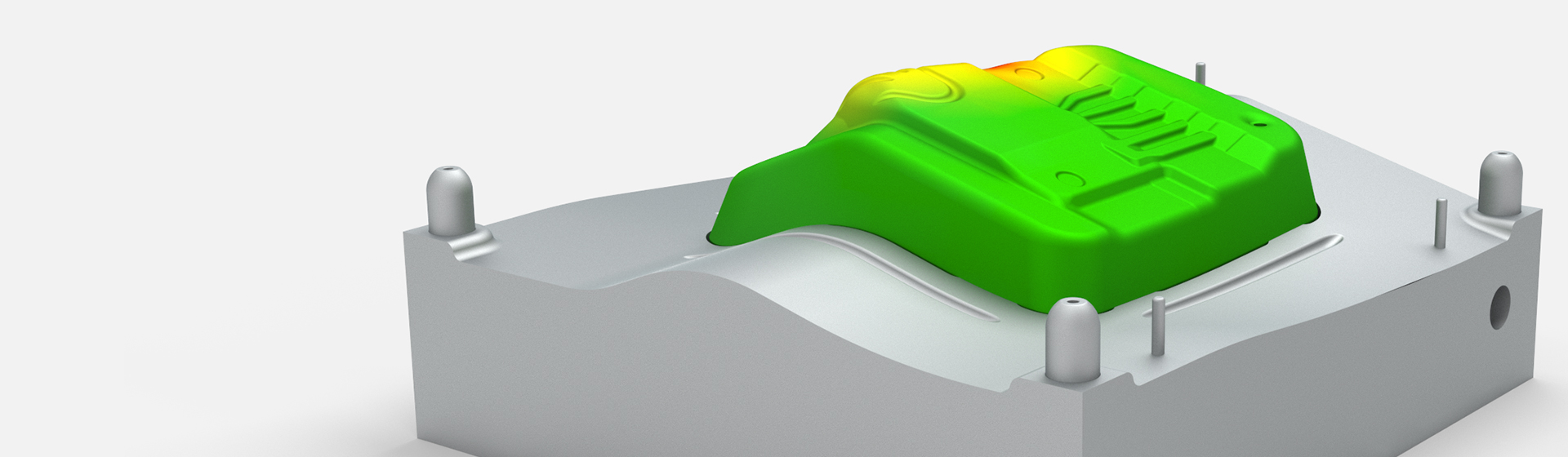
During tool try-out, it has to be checked whether the try-out parts meet the design requirements. With the ATOS system, it is possible to fully scan and analyze parts.
Tool correction based on optical measuring data
Tool try-out aims to iteratively produce a finished tool as fast as possible so that correct parts can be produced. Precise values for tool corrections can be obtained if the tool and try-out parts are digitized with the ATOS system.
Archiving of released tools
The tool deviates from the design data if it is modified manually during the tool try-out phase. With the help of the ATOS system, CAD data can be updated via a surface reconstruction.
Copy milling based on 3D measuring data
When broken tools need to be replaced or mirrored tool variants are needed, new tools can be directly milled based on STL data without a prior surface reconstruction. For that, the respective tool can be digitized fast and uncomplicated with the ATOS system.
Proactive wear measurement
Wearing tools produce parts with faulty geometries. With the ATOS system, tools can be regularly checked to detect critical tool wear at an early stage and to carry out maintenance in time.
Targeted and fast tool repair
In tool repair, material often has to be welded on and tools have to be iteratively reworked until they have their correct shape again. The ATOS system helps to quickly locate and repair the worn areas on the tool.
Faster production restart after tool change
A single stamping press is often used to produce different parts. In order to do that, the tool on the press has to be exchanged. With the ATOS system, it is ensured that the produced parts have the correct geometry after exchanging a tool.
Optimization of machine parameters
If the tool parameters that control the tool press are not optimally adjusted, they can cause a bad quality of the produced parts. The ARAMIS system helps to identify improper movements of the press during forming.
Fast identification of material defects caused by forming
The possibility of critical material defects caused by forming has to be eliminated in tool try-out. Visible material defects can be quickly detected with the ARGUS system, so that the tool can be reworked.