
Sheet Metal Forming
Sheet Metal Forming: Processes, Applications, Quality Assurance
Sheet metal forming can be used in different industrial areas. Various computer-controlled manufacturing processes are used. These manufacturing processes are optimally adapted to the different materials, material thicknesses and other important factors.
Sheet Metal Forming: Definition and General Information
Sheet metal forming involves manufacturing processes in which the shaping is carried out without changing the mass, volume and material composition. However, forming changes the surface and properties of the metals to be machined. Depending on the lattice structure, this can lead to migratory dislocations (translation) or twinning. The blanks are brought into their final form by means of targeted force from a level sheet metal cut. This often results in a slight elastic deformation (springback). The sheet metal forming process can be used to produce a wide variety of different components. These components have a weight of several hundred grams up to several tons.

Forming is usually carried out with special electronically controlled machines such as presses, bending machines and steam hammers. In accordance with the integrated tool, many of them are suitable for multiple manufacturing processes. The most common materials used in sheet metal forming are steel, copper, aluminum, aluminum alloys and copper alloys (wrought alloys). A distinction is made according to
- the temperatures that occur between cold forming, warm forming and hot forming
- the type of workpiece between sheet metal forming and massive forming
- the type of mechanical stress in accordance with DIN 8582
- tensile forming (lengths, depths, widths)
- pressure forming (free forming, rolling)
- tensile compression forming (deep drawing)
- hear forming (shifting, twisting)
- Bending (edging, free bending, swivel bending)
In addition, there are also special processes for sheet metal forming such as press hardening and flexforming. For sheet metal forming, level sheets are usually used, which are usually machined by cold forming. Three-dimensional and large, heavy blanks are modified using massive forming. Cold or hot forming is used in this process. Manufacturing processes commonly used for this are bending, rolling, impact extrusion and extrusion.
If the sheet metal forming is classified according to the load on the workpiece, more processes are available. In the case of tensile compression forming (DIN 8584), simultaneous pressure and tensile loads are carried out with different effective directions. The most important subgroup is deep drawing. In this process, flat sheets are drawn into hollow shapes to produce hollow bodies such as cans, helmets and body parts. In the case of tensile forming (DIN 8585), sheets are extended and hollow bodies expanded by tensile stress. Bending (DIN 8586) is mainly performed by bending. Swivel bending uses a rotating movement of the clamped tool, free bending uses a straight movement of the clamped tool. In rolling, metal forming is performed by rotating rollers.

For shear forming (forming due to mainly shear stress, DIN 8587), the tool performs either a turning motion or a straight motion. The twisting is used for the production of propellers and drills, the shifting is used to manufacture cranks. Press forming (DIN 8583) is carried out, for example, as rolling (sheet and plate production) or free forming (free-form forging). Depending on the sheet metal forming process used, the shape change is achieved either by special tool movements (bending) or by creating the later shape in the tool as negative (die forging, rolling).
Sheet metal forming is ideal for mass production. However, the shape is not completely precisely extracted from the blank. To obtain the fitting finished part, the workpiece must be reprocessed, for example, by grinding. Most sheet metal forming processes achieve an accuracy between IT16 and IT12. Precision processes even enable an accuracy of IT8 or IT6. The so-called flexforming (fluid cell forming) is a particularly cost-effective, fast and versatile method of sheet metal forming. It is therefore used for small series production and for the development of prototypes. Fluid cell presses are used to manufacture components for the aviation industry, the automotive industry and their suppliers.
The sheets to be machined have thicknesses from 0.1 mm to more than 16 mm. The low-maintenance and user-friendly special presses enable a particularly good pressure control on small workpieces and a significant reduction in manual finishing. Some of the high-speed fluid cell presses produce up to 120 parts per hour. Using flexforming, even complex geometries with low tolerances and flawless surface can be produced with a single die.
Compared to cutting processes, metal forming offers the advantage that the material is optimally utilized: There is no metal waste left. In addition, the workpiece has a grain flow that is suitable for use. At identical mass, this results in drawing parts and other components of high strength and load capacity. In milling, on the other hand, the grain flow is prone to stress because milling creates many tiny notches in the component. Forming tools are only profitable for large series production. Milling can already be implemented at low cost for individual parts and small series.
Methods of Sheet Metal Forming and Their Advantages and Disadvantages
Cold forming is performed below the recrystallization temperature. During warm forming, the respective workpiece is heated to a temperature that is also lower than the recrystallization temperature (600 to 950 °C). The hot forming is done by heating the material, so that the recrystallization temperature is exceeded.
Cold forming makes the material more solid, allowing it to be machined more precisely. The special fiber structure ensures that the finished part withstands a high mechanical stress and is therefore optimally suited for the production of safety-relevant components in the aircraft and automotive industry. Warm forming combines the advantages of both methods. It is used to manufacture forged parts made of steel alloys for which cold forming is not an option. The forged parts have low dimensional tolerances, a homogeneous material surface, only slight scaling and sometimes even more demanding geometries.
Hot forming (hot forging) is a very energy-consuming method that is suitable for forming various metals. This forming technique results in temperatures between 1100 °C (steel alloys) and 1300 °C (iron). These temperatures cause a rough surface. Material shrinkage occurs after the workpiece has cooled down. The workpiece does not necessarily have to be heated for hot forming. Depending on the metal, even room temperature can be sufficient.
Sheet Metal Forming and Simulation Software
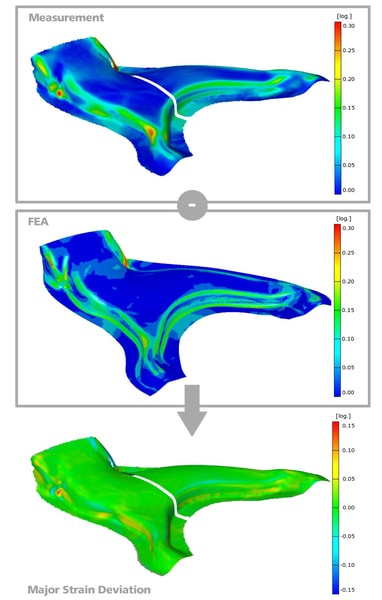
Modern forming technology, like other research areas, uses simulation. For that, various software programs are used. They visually reproduce the metal forming, calculate it and present the results graphically. Thanks to the integrated digital process planning, possible errors can be accurately predicted and technical processes and material input can be improved. The simulation software examines sheet metal forming in terms of quality, functionality, costs and throughput time and evaluates the results obtained. The user will also learn how to modify the design to meet the quality requirements.
Optical Metrology and Sheet Metal Forming
Nowadays, the quality assurance of formed sheet metal parts is automated using the latest optical measuring systems. 3D coordinate measuring machines test the components produced in series production with great time savings and high precision. In doing so, they compare the results with the respective CAD data set. The optical measuring methods are easy to use, so even people with no knowledge of metrology can use them.
Which Industries Use Sheet Metal Forming?
Sheet metal forming is suitable for almost all manufacturing industries: The automotive industry uses it to produce heavy-duty body parts such as fenders, hoods and vehicle doors. The food industry uses cans that are made with the help of forming technology. It can also be used to manufacture components such as wings and propellers for the aerospace industry. Suppliers of household appliances also benefit from the various sheet metal forming processes. They use the finished sheet metal parts in their kitchen hoods, sinks and freezers. In addition, sheet metal forming is used in apparatus construction, plant construction, electrical, pharmaceutical, medical, measurement and control technology, among others. Ventilation, air conditioning and communications technology also use these methods.What to Observe When Bending Sheet Metal
When sheet metal is bent, the force is applied uniformly linear or selectively. The degree of deformation depends on the degree of this bending moment. Embossing machines, round bending machines and press brakes enable different types of bending. In the press brake, the tool presses down on the metal sheet with a certain force. At the contact point, an equally strong force is applied in the opposite direction. The couple must work so strongly that the sheet metal is permanently altered afterwards. To do this, the industrial user must know to what extent the given metallic material can be subjected to load and how it behaves in the event of force. For permanent deformation, the force applied must exceed the range of elastic deformation.
The material composition and tensile strength also play a role. The latter must also not be exceeded to prevent damage to the material. To calculate the required pressing force, the edging length must be known. The edging length increases proportionally to the bending length. In addition, the material thickness, the bending angle and the rolling direction are required. Larger material thicknesses generally require larger bending radii. If the tool does not reach the minimum bending radius, the workpiece can break, its outside can crack and wrinkles in the inside can result.
