Weidmüller: Automated Scanning of Electrodes and Tools
Weidmüller: Automated Scanning of Electrodes and Tools
Relying on automated and production-integrated optical 3D coordinate measurement, Weidmüller, a specialist in connectivity, achieves 100% quality control of plastic parts. Thanks to the system, the production of electrodes and tools becomes more flexible and efficient.

Weidmüller terminal block
The Weidmüller Group, headquartered in Detmold, is the inventor of a plastic-insulated terminal block. This fundamental connectivity product is essential in today’s control cabinets of machine and system builders. With the production of terminals by the millions every year in a wide variety of designs, the company covers the entire field of industrial connectivity. Terminal blocks are primarily made of plastic and conductive metal elements. The corresponding injection molding tool is comprised of at least two parts, which are produced from hardened sectional steel in eroding machines.
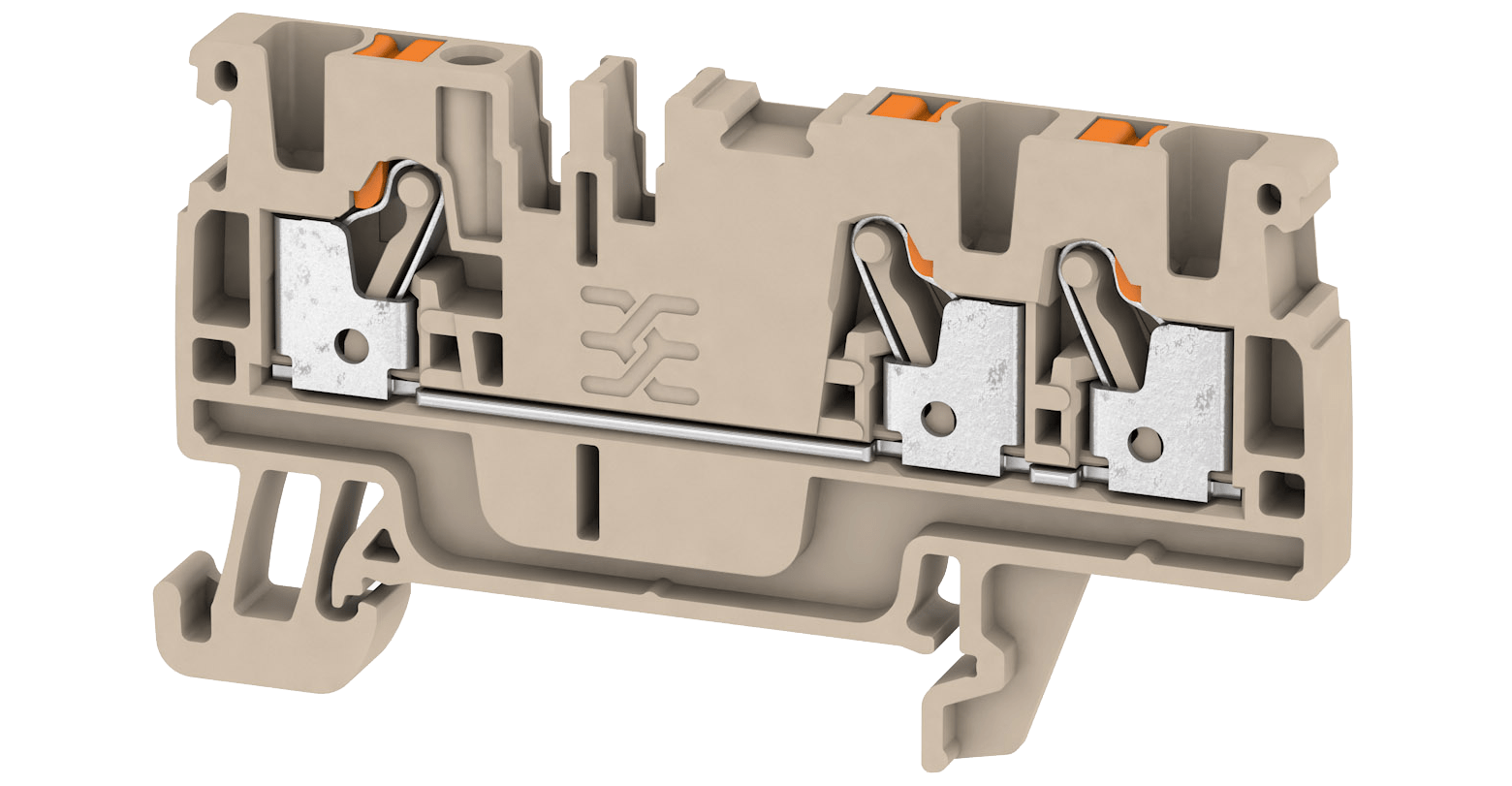
A typical Klippon® terminal block from Weidmüller, as it looks at the end of the process after coming out of the injection molding machine, including integrated metal parts.
The goal: 100% quality through automation
For eroding, electrodes are first milled from graphite, ranging from 15 × 15 mm to 200 × 200 mm. Once milled, they resemble the terminals, except for the dimension of the spark gap, thus forming the counterparts of the injection molds. In the spark gap, electricity flows between the electrode and metal, which erodes the hard steel with µ-level precision. “A deep groove in the graphite becomes a bridge in the steel, and vice versa,” explains Ralf Runte, Group Leader Mechanical Processing Tooling at Weidmüller. Every processing defect that goes through undetected here and is not discovered until production of the terminals costs time and money, thus, the production of the electrode form should be monitored, which is however not easy, particularly with millimeter-level deep grooves.
Weidmüller has long equipped vertical eroding machines with robots. It used to combine the EROWA Robot Compact 80 with a tactile measuring machine for an automatic measurement of electrodes and tools. However, the measuring machine was a stand-alone solution. After milling, a quality program was written for each electrode by the vertical eroding specialists in the software Q-Measure. The points to be tested by the measuring machine were defined therein. Then, the user had to place the electrode in the tactile measuring machine, start the measuring program and wait for the result of the measurement. “Depending on how many measuring points were required, between 5 and 100, that could take up to ten minutes,” Runte remembers.
Full-field data thanks to optical metrology
This process required too much time and too many manual interventions. Also, according to Runte, the tactile measurement could not detect the complete deep area of the electrode—if the milling cutter is worn or broken, for example, and the groove isn’t cleanly milled out as a result. To deliver complete defect-free tools, Weidmüller decided to replace the tactile measuring system with the optical measuring machine ATOS ScanBox Series 4 from GOM, which offers automated surface-based measurement. The measuring data can be directly compared to the CAD model to have full-field deviations displayed. Besides that, it takes only 1 to 2 seconds to capture up to 16 million independent measuring points. The measuring data is characterized by very high detailed reproduction, thereby enabling very small component features to be measured. It was also proven that the optical measuring machine captures the critical deep grooves of the electrodes quickly and without errors.

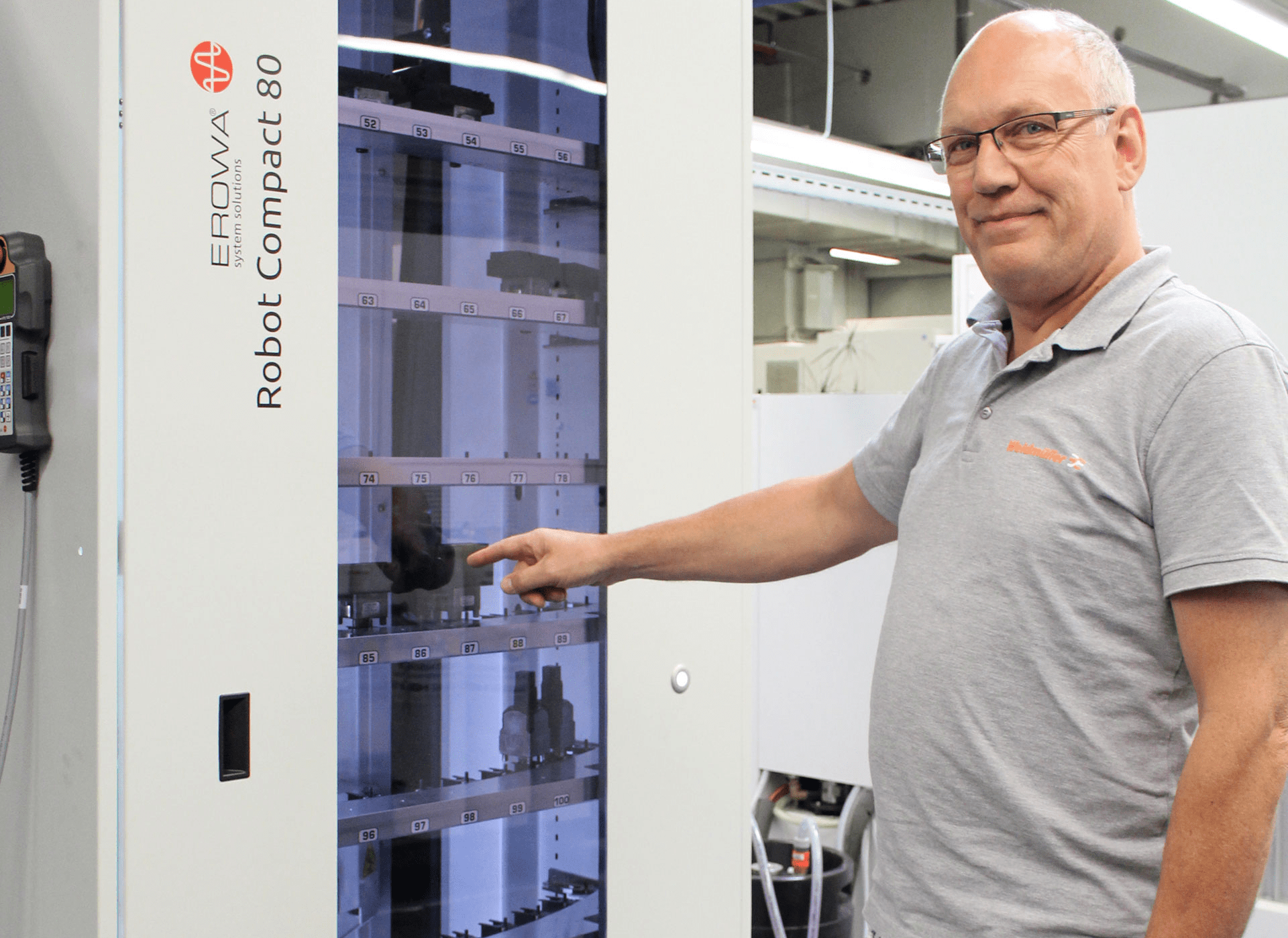
The electrodes sit on mounts which have chips that the CERTA software uses to control and monitor the robot, the pallet changer and the entire handling process for substituting the parts into the ATOS ScanBox.
Measuring up to 120 electrodes with batch processing system
To realize the automated loading and unloading of the measuring machine, EROWA and GOM carried out a pilot project, building the ATOS ScanBox with Batch Processing System. The ATOS ScanBox and the EROWA system are completely connected and are both controlled by the higher-level CERTA software.
The electrodes are located on mounts which have chips that the CERTA software uses to control and monitor the robot, the pallet changer and the entire handling process for substituting the parts into the ATOS ScanBox. Up to 120 electrodes and four UPC pallets with eroded work pieces can be placed there. Michael Horstmann: “And if capacity should ever run out, we can also expand the robot easily with a second ATOS ScanBox on the other side.”
The ATOS ScanBox measures even narrow and deep grooves in electrodes without trouble.
The robot finds the part from the pallet according to the part number saved in CERTA, inserts it into the ATOS ScanBox, the safety door is closed and the job management solution initiates measurement. In a short period of time, the ATOS ScanBox digitizes the entire surface of large electrodes, compares the measuring data to the CAD model and creates a PDF with the color plot. The preset data are then automatically forwarded to the subsequent eroding systems via the CERTA JobManagement system.
After completing the measurement, the robot is activated to remove the electrodes and return them to the pallet changer. CERTA registers the pallet position, records the electrode as measured and starts the next job. The entire process requires no manual user interaction. Using the CAD comparison, the user classifies the quality of the electrodes.
The ATOS ScanBox digitizes all sides and surfaces, combines them and compares the captured data to the CAD model.
Deviations are identified by color plots in dependence on the present spark gap, so that the operator can identify the tolerance class of the part at a glance. Ralf Runte sees more untapped potential and considers using the system to independently carry out a classification into “OK” / “Not OK,” based on predefined parameters, outside of operating hours, that is, overnight. In the morning, the user only must glance at the evaluation to determine whether there is a defective part. And, in a further step, they want to automatically inspect the finished work pieces on the system.

Björn Berensen from GOM, Ralf Runte from Weidmüller and Michael Horstmann from EROWA are very satisfied with the results of the first joint pilot project.
Ralf Runte, Group Leader Mechanical Processing Tooling at Weidmüller: „We have combined an EROWA ERC 80 robot with an ATOS ScanBox Series 4 from GOM into an automation solution.“
Weidmüller Interface GmbH & Co. KG
As an experienced expert Weidmüller supports customers and partners around the world with products, solutions and services in the industrial environment of power, signals and data. Weidmüller is at home in its industries and markets and knows the technological challenges of tomorrow. Therefore, the company is continuously developing innovative, sustainable and useful solutions for individual needs. Weidmüller sets standards in industrial connectivity. The Weidmüller group has production facilities, sales companies and agencies in more than 80 countries.